
Оборудование для литья по выплавляемым моделям

Компания СибЛитКом предлагает весь спектр оборудования ЛВМ. Оборудование изготавливается согласно техническому заданию заказчика в любой требуемой конфигурации. Комплексы по литью из выплавляемых моделей включают в себя оборудование по производству восковых моделей и керамических форм.
Рекомендуем получить консультацию наших технических специалистов для подбора перечня необходимого ЛВМ оборудования для вашей задачи.
- Размер моделей по запросу
- Размер форм по запросу
- Производительность по запросу
- Запуск и наладка Есть
- Гарантия Есть
Оборудование для изготовления восковых моделей по низкой цене с поставкой по России и странам СНГ.
Компания СибЛитКом предлагает весь спектр оборудования для изготовления восковых моделей. Комплексы по литью из выплавляемых моделей включают в себя оборудование по производству восковых моделей: смесители и мешалки, шприц-машины с ручной и автоматической подачей…
Оборудование для изготовления керамических форм
Компания СибЛитКом предлагает весь спектр оборудования изготовления керамических форм. На данном участке применяются: автоклав, смесители, установки по обсыпке и подготовке керамических форм. Для получения коммерческого предложения на оборудование по изготовлению керамических форм рекомендуем…
Лучшие условия работы
Скидки и бонусы для новых и действующих клиентов
При 100% оплате запуск — бесплатно
Гарантия на оборудование до 24 месяцев
Лизинг в ведущих компаниях
Авансовый платёж от 15%
Документация для строительной части от 5 до 20 дней с момента заключения Договора
Доставка включена в стоимость
Получите коммерческое предложение сейчас
Подробное технико-коммерческое предложение придет к вам на почту!
Литейное производство занимается изготовлением заготовок и готовых деталей путем заливки расплавленного металла в специальную форму, имеющую требуемую конфигурацию. Таким способом производится от 50 до 90% всех деталей в промышленном оборудовании, машинах и другой технике. В современных условиях отливки изготавливаются в одноразовых песчаных, или керамических формах, которые легко отделяются от готовой детали. Данная технология предполагает использование специального оборудования для литья по выплавляемым моделям (ЛВМ). Оборудование и весь спектр комплектующих для ЛВМ можно по сходной цене купить в компании «Сиблитком» в Новосибирске.
Технологические и конструктивные особенности оборудования для ЛВМ
Процесс получения отливки способом литья по выплавляемым моделям состоит из нескольких этапов. Вначале модель, имеющую заданную конфигурацию и состоящую из легкоплавкого материала (воска, стеарина, парафина), погружают поочередно то в клеевой состав (суспензию), то в «кипящий песок», благодаря чему на поверхности модели образуется слой прочно склеенного песка. После этого модель помещают в автоклав или нагревательную печь, чтобы выплавить воск (стеарин, парафин) и дать ему вытечь из оболочки. В освобожденную форму заливают металлический расплав и дают ему остыть и затвердеть. Затем керамическую оболочку отделяют от готовой металлической детали.
Комплект для ЛВМ включает оборудование двух видов – для изготовления моделей из воска и для изготовления керамических форм.
Оборудование для изготовления восковых моделей комплектуется из:
- плавильного бака для расплавки твердых кусков легкоплавкого материала и сохранения рабочей среды в расплавленном состоянии;
- плавильного бака с лопастным смесителем для завершения процесса расплавки и стабилизации температурного режима в общем объеме расплава;
- 1- и 2-позиционной шприц-машины, предназначенной для инжекционного прессования моделей из воска;
- машины низкотемпературной инъекции воска с 2-мя шприцами для создания легкоплавкой модели;
- смесителя для приготовления пастообразной модельной массы и регуляции ее температурных показателей.
Оборудование для изготовления керамических форм представляет собой комплект из:
- автоклава для выплавления (удаления) легкоплавкой модели из формы;
- L-образного смесителя для смешивания огнеупорного материала со связующим раствором до получения суспензии;
- оборудования для обсыпки, обеспечивающего быстрое и равномерное нанесение слоев песка на слой суспензии;
- обсыпной установки с кипящим слоем для создания слоев керамической оболочки.
Приобретать перечисленные агрегаты целесообразно в комплекте.
Преимущества оборудования ЛВМ
Использование оборудования для литья по выплавляемым моделям позволяет снизить трудоемкость литейного производства, так как большая часть процесса ЛВМ автоматизирована. Технология обеспечивает получение металлических изделий высокой точности и прочности и широко применяется как в машиностроении, так и в художественном литье.
Компания «Сиблитком» занимается не только локальными продажами, но и поставкой оборудования по всей территории России и стран СНГ. Покупая наше оборудование, вы получите необходимую техническую поддержку, выгодное технико-коммерческое предложение, своевременную отгрузку продукции и гарантию ее качества. Начать сотрудничество просто – оставьте заявку на обратную связь и обсудите условия покупки с менеджером по телефону. Консультация специалиста компании предоставляется бесплатно.
Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.
Оборудование для литейных заводов
Литейные цехи различают по роду литейного сплава, характеру (серийности) производства, по массе одной отливки, мощности цехов (годовому производству отливок), способам производства и отраслям промышленности, которую они обслуживают.
По каждому из этих признаков литейные цехи делятся на ряд категорий.
Литейные цехи по роду сплавов делят на чугунолитейные (серого чугуна, ковкого чугуна, высокопрочного чугуна и. легированного чугуна), сталелитейные (углеродистых, низколегированных и высоколегированных сталей) и литейных цветных сплавов, в том числе цехи тяжелых цветных сплавов (бронзолатунные и цинковые) и цехи легких сплавов (алюминиевые и магниевые).
По серийности различают литейные цехи массового, крупносерийного, серийного, мелкосерийного и единичного производства отливок. Классификация литейных цехов черных сплавов по серийности производства приведена в табл. 1. В ней указывается примерное годовое количество отливаемых деталей одного наименования применительно к весовым группам отливок.
По массе одной отливки литейные цехи делят на пять групп: цехи мелкого, среднего, крупного, тяжелого и особо тяжелого литья. Каждой группе цехов в зависимости от серийности производства соответствует своя максимальная штучная масса отливки (табл. 2).
При достаточной загрузке оборудования отливки первых трех групп можно отливать в одном цехе, но в самостоятельных поточных линиях. Цехи тяжелого и особо тяжелого литья рекомендуется организовывать с минимальной массой отливки более 1 т.
По объему производства различают литейные цехи малой, средней и большой мощности.
По способам производства литейные цехи делят на цехи, производящие отливки в объемные песчаные формы, и цехи, где отливки изготовляют специальными способами литья: в оболочковые формы, в металлические формы (кокили), под давлением, центробежным и др.
Таблица 1. Классификация литейных цехов черных сплавов по серийности производства
Таблица 2. Классификация литейных цехов черных сплавов по массе одной отливки
| Литье | Производство | |
| Массовое и крупносерийное | Серийное, мелкосерийное и единичное | |
| Максимальная масса отливки, кг | ||
| Мелкое… | 10 | 100 |
| Среднее… | 50 | 1 000 |
| Крупное… | 500 | 5 000 |
| Тяжелое… | >500 | 20 000 |
| Особо тяжелое… | — | >20 000 |
Из плавильного оборудования, применяемого в чугунолитейных цехах (табл. 3) наибольшее распространение получили вагранки.
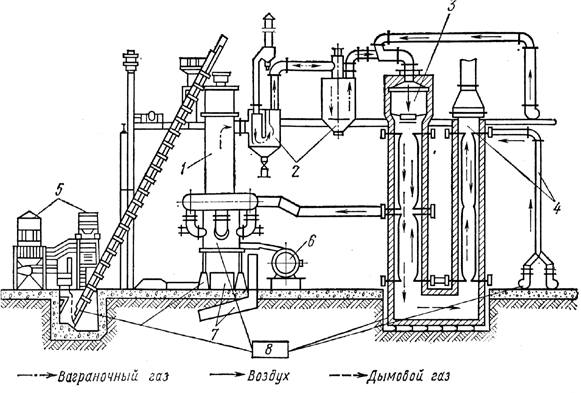
Рис. 1. Технологическая схема ваграночной установки
Вагранки оборудуют эффективными системами очистки ваграночных газов, подогревом дутья, устройствами для механизации трудоемких операций по дозированию, набору и загрузке шихты, выдаче металла и шлака, уборке отходов и грануляции шлака. Для примера на рис. 1 приведена технологическая схема вагранки закрытого типа конструкции института Гипростанок, эксплуатируемой на ряде заводов в отрасли. Ваграночный комплекс состоит из вагранки 1 с герметичным колошником, системы 2 очистки ваграночных газов от пыли, системы 3 дожигания и утилизации тепла ваграночных газов, системы 4 подачи и подогрева ваграночного дутья, системы 5 дозирования, набора и загрузки в вагранку шихтовых материалов, коптильника 6 поворотного для накапливания и выдачи жидкого металла, вспомогательных устройств 7 для грануляции шлака и уборки отходов после выбивки, центрального пульта управления 8.
Таблица 3. Основные технические данные плавильных печей для чугунолитейного производства
Угар и безвозвратные потери 2,5—4,5%.
Вагранка работает на горячем дутье, ее оборудуют системой водяного охлаждения плавильного пояса и фурм, позволяющей продлить кампанию плавки без выбивки и текущего ремонта до нескольких недель. Подогрев дутья до 400 – 600° С за счет теплоты, выделяющейся при дожигании ваграночных газов и сжигании природного газа, повышает термический КПД вагранки до 40 – 43%, позволяет получить из вагранки чугун с температурой до 1520° С и использовать в качестве шихтовых материалов значительное количество низкосортных материалов, уменьшив благодаря этому расход доменных чугунов до 20% массы металлозавалки. Однако нагрев жидкого чугуна в вагранке свыше 1420 – 1440° С вызывает дополнительный расход кокса, снижение термического КПД вагранки и интенсивное насыщение металла углеродом
Автоматизация управления процессом плавки позволяет стабилизировать температуру и химический состав выплавляемого чугуна, а механизация операции по обслуживанию ваграночной установки – уменьшить трудоемкость работ на тяжелых и опасных операциях в плавильном отделении. При такой конструкции ваграночного комплекса сохраняется доминирующее положение вагранки в литейных цехах, и во многих случаях ее предпочитают новым видам электроплавильного оборудования – индукционным и дуговым печам.
Индукционные плавильные печи, получающие все большее распространение в чугунолитейных цехах, подразделяют по принципу работы на два типа: тигельные и канальные. Наибольшее распространение для плавки чугуна получили тигельные печи. Большой интерес представляет также применение для плавки чугуна канальных печей с повышенной мощностью индукционных единиц.
Установка индукционной тигельной печи (рис. 2) состоит из следующих основных элементов: тигельной печи 1 с индуктором, трансформатора 2 печного с симметрирующим устройством, комплектов блоков конденсаторов 3 и панелей и щитов управления 4, механизма 5 наклона печи с приводом, системы 6 набора дозирования и загрузки печи, печи 7 для подогрева шихты, системы 8 отсоса и очистки газов от печи.
Индукционные тигельные печи для чугуна имеют закрытую конструкцию, т. е. магнитный поток в них с внешней стороны индуктора проходит по радиально расположенным пакетам трансформаторной стали (магнитопроводам). Такая конструкция создает большую жесткость и компактность печи, повышает коэффициент полезного действия и использования печи.
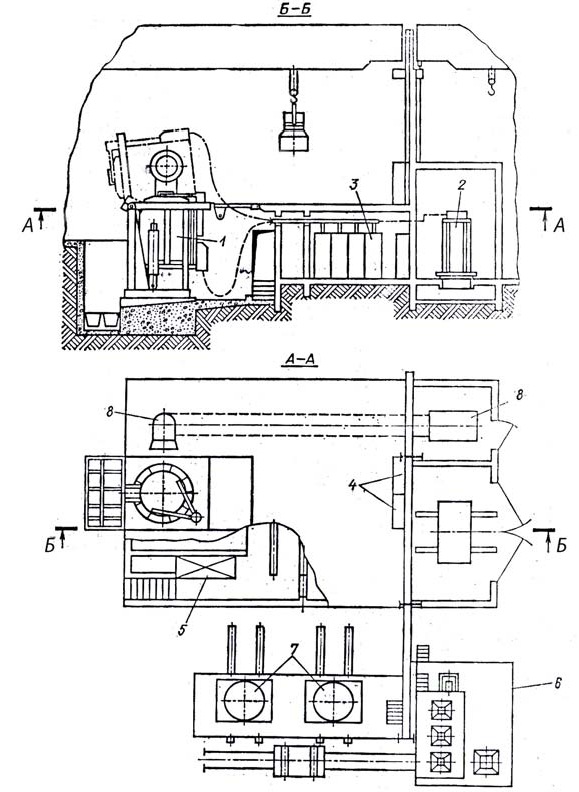
Рис. 2. Схема установки индукционной тигельной печи
Печи для чугуна работают, как правило, на токе промышленной частоты (50 Гц). С целью повышения удельной мощности и ускорения процесса плавки печи снабжают генератором, дающим повышенную до 500 Гц Частоту тока. Благодаря этому удельная мощность печи с 250 кВт/т повышается до 800 кВт/т.
Для облегчения пуска и меньшего износа футеровки режимом работы печи предусмотрено наличие в ней круглосуточно в течение рабочей недели в нерабочие смены жидкого металла (болота), составляющего не менее 1/3 емкости печи. Оптимальным режимом плавки также является работа с болотом, равным 1/2 – 1/3 емкости печи, поэтому наиболее рационально применение индукционных тигельных печей при двух-, трехсменной работе.
Тигельные печи удобны и надежны в эксплуатации, особенно при выплавке низкоуглеродистых чугунов – ковкого и др. При работе на сухой шихте, не содержащей посторонних включений, и на подогретой шихте в плавильном отделении обеспечиваются хорошие санитарно-гигиенические условия труда. В печах возможно проведение термовременной выдержки и корректировка химического состава жидкого металла. Основные преимущества индукционной плавки в тигельных печах промышленной частоты – стабильность химического состава плавки благодаря хорошему перемешиванию жидкого металла и применение дешевой шихты на основе стального скрапа, легковесных отходов, чугунной и стальной стружки россыпью. Однако такая шихта должна иметь стабильный химический состав и не должна содержать случайных вредных примесей. Кроме того, ее необходимо просушить и подогреть для исключения пироэффекта и выбросов металла при попадании в тигель влаги и органических горючих компонентов.
Индукционные, тигельные печи – это агрегат периодического действия, выдающий готовый жидкий металл при работе с болотом через определенные промежутки времени. Поэтому для непрерывного снабжения металлом поточной линии заливки приходится устанавливать несколько одновременно работающих печей (не менее трех), что приводит к увеличению капитальных затрат и площадей при строительстве плавильных отделений.
Стойкость футеровки в печах промышленной частоты зависит от режима эксплуатации печи. В оптимальных условиях эксплуатации в две смены стойкость кварцитовой футеровки тигля 1–2 месяца. Определенные сложности возникают при эксплуатации тигельных печей в условиях частой выдачи жидкого металла на разливку мелкими дозами. Все это снижает производительность и увеличивает трудоемкость обслуживания тигельных печей.
В этом отношении в эксплуатации удобны канальные печи для плавки чугуна. Футеровка в рабочем пространстве печи может служить до двух лет; футеровка канальных единиц подвергается наибольшему износу, подлежит более частой замене, и поэтому в большинстве конструкций канальных печей предусмотрена возможность замены канальной части с индуктором без остановки печи.
Канальные печи для плавки выполняют, как правило, шахтного типа.
Основные преимущества применения канальных индукционных печей для плавки заключаются в том, что они работают с большим КПД, чем тигельные печи, а следовательно, удельный расход электроэнергии на плавку в них меньше. Кроме того, для их установки требуются значительно меньшие площади благодаря меньшему числу конденсаторных батарей. В то же время канальные печи неудобны в эксплуатации при частой смене шихт и не допускают периодическую работу.
В зависимости от мощности индукторов и их числа канальные печи можно применять для плавки и для выдержки и нагрева жидкого металла. Плавильные канальные печи оснащают индукторами со сдвоенными каналами мощностью 2000 – 2500 кВт. Миксерные печи в зависимости от емкости снабжают индукторами в виде одинарного или сдвоенного канала мощностью 500 – 1000 кВт. Миксерные печи могут быть шахтного и барабанного типов (рис. 3).
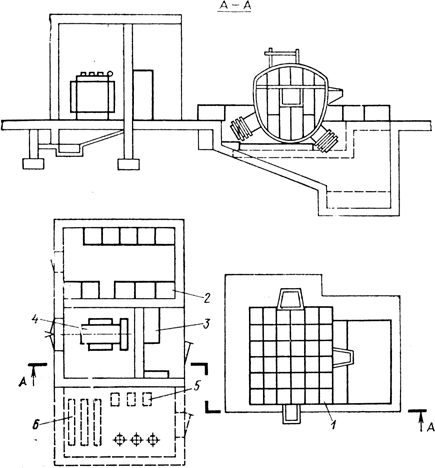
Рис. 3. Установка индукционной канальной печи: 1 – канальная печь; 2 – конденсаторы; 3 – контрольно-измерительные приборы; 4 – трансформатор; 5 – гидравлическая станция наклона печи; 6 – система водяного охлаждения
В канальных печах, так же как и в тигельных, возможности проведения металлургических процессов по удалению вредных или случайных элементов ограничены.
Дуговые электрические печи прямого действия применяют для получения серого, ковкого или высокопрочного чугуна с использованием в качестве шихты боя изложниц, нерассортированного по видам сплавов лома машин и других низкосортных металлоотходов. К недостаткам дуговой плавки следует отнести тяжелые условия труда в плавильном отделении из-за большого шума, загазованности и больших тепловыделений, а также большего, чем при индукционной плавке, угара металла.
Установка дуговой печи (рис. 4) состоит из печи 1, трансформатора 2, щитов управления и автоматики 3, маслонапорной установки 4, системы мокрой газоочистки 5, установки для набора шихты 6, стенда 7 для подогрева шихты.
Для удобства эксплуатации печи оснащают механизмом наклона дуговой печи для слива металла и скачивания шлака, механизмом поворота свода с электродами или выкатки ванны печи для загрузки печи сверху, механизмом вращения ванны печи для ускорения процесса расплавления шихты (в больших печах), механизмом регулирования положения электродов, обеспечивающим перемещение каждого электрода вверх и вниз при включении и отключении печи и в период ее работы.
Дуговые печи являются агрегатами периодического действия, время плавки в них в зависимости от емкости печи и технологического процесса плавки колеблется от 1,5–2,5 ч (при емкости <3т) до 3,5–4 ч (при емкости 12 т).
Наряду с перечисленными плавильными агрегатами в чугунолитейных цехах применяют печи новых типов.
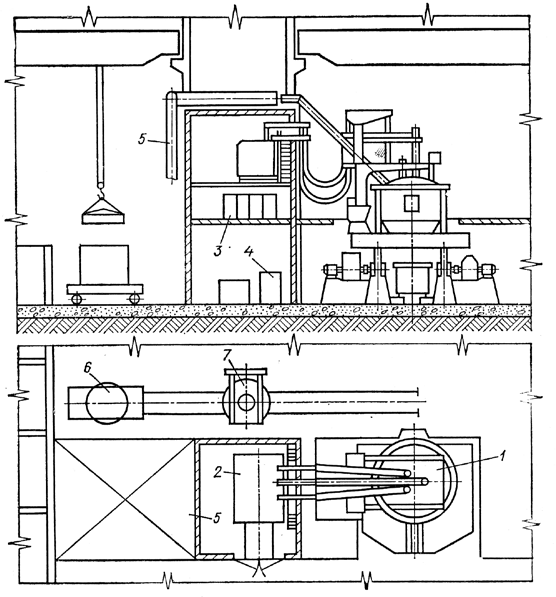
Рис. 4. Установка дуговой плавильной печи
В газовых вагранках и шахтно-пламенных печах в дуплекс-процессе с индукционными миксерами можно получить высокоперегретый низкосернистый чугун с хорошими физико-механическими свойствами, а подогрев воздуха позволяет использовать в шихте газовых печей стальной лом.
В ряде случаев может оказаться перспективным применение вращающихся пламенных газовых печей. Индукционные печи непрерывного действия с горизонтальным индуктором также находят широкое применение.
Рассмотренные выше металлургические и технические характеристики плавильного оборудования показывают, что различные плавильные агрегаты в моно- или дуплекс-процессе могут обеспечить высокое качество серого, ковкого или высокопрочного чугуна. Рекомендуемое плавильное оборудование приведено в табл. 4 Окончательный выбор плавильного оборудования может быть сделан после расчета вариантов плавильного отделения и составления сравнительной калькуляции себестоимости жидкого чугуна.
При составлении такой калькуляции в первую очередь учитывают следующие факторы: капитальные затраты на приобретение и установку оборудования; стоимость шихтовых материалов и энергоресурсов, расходуемых на плавку; трудозатраты на плавку металла и ремонт оборудования; возможности повышения качества, уменьшения брака, увеличения срока службы и уменьшения массы отливок.
В капитальных затратах должны быть учтены не только стоимость приобретения и монтажа оборудования, но и затраты на сооружение здания для размещения печей, вспомогательного оборудования и складов топлива, шихтовых материалов и огнеупорных изделий, оснащение здания вентиляционными системами, электро-, газо- и водоснабжением и т.д.
Из эксплуатационных затрат при плавке 50–80% приходится на шихтовые материалы, поэтому правильный их выбор для различных видов, печей часто имеет решающее значение для определения экономичности выбранных печей.
При определении затрат на энергоресурсы следует рассматривать их не только в стоимостном выражении, но и в единицах условного топлива, учитывая тенденции изменения стоимости того или иного вида топлива и электроэнергии на периоды ввода в действие и эксплуатации предприятия (до реконструкции).
Таблица 4. Рекомендуемые способы плавки чугуна в различных условиях литейного производства
Серый чугун всех марок в цехах малой мощности при любом количестве шихт
Серый чугун всех марок. В крупных литейных цехах при различном количестве шихт и наличии стабильных шихтовых материалов
Серый чугун всех марок. В крупных литейных цехах при отсутствии стабильных шихтовых материалов
Ковкий чугун всех марок. В цехах малой мощности
Ковкий чугун всех марок. В цехах средней и большой мощности
Монопроцесс: плавка в индукционной тигельной печи; плавка в дуговой печи
Дуплекс-процессы: вагранка + индукционная канальная печь (при малом количестве шихт); вагранка + индукционная тигельная печь; дуговая печь + индукционная канальная или тигельная печь
Дуплекс-процесс: дуговая + индукционная канальная или тигельная печи
Монопроцесс плавки в индукционных тигельных печах
Монопроцесс: плавка в индукционных тигельных печах
Дуплекс-процессы: вагранка с горячим дутьем + индукционная тигельная или канальная печь; вагранка + дуговая печь; дуговая + индукционная канальная печь; индукционная тигельная + дуговая печь
Монопроцессы: дуговая электропечь; индукционная тигельная печь; вагранка с горячим дутьем и основными шлаками
Затраты труда на плавку металла включают затраты на подготовку шихтовых материалов, их дозировку и загрузку в печь, обслуживание печей, обработку жидкого металла и его выдачу на разливку, а также на ремонт оборудования плавильного отделения.- Следовательно, чем больше число одновременно работающих печей и меньше порции шихты, загружаемой в печь, и жидкого металла, выдаваемого из печи тем больше затраты труда.
Возможности снижения брака, повышения качества, увеличения срока службы и уменьшения массы отливок имеют решающее значение при выборе способа плавки. Однако при этом нужно четко представлять, является ли фактором, лимитирующим качество отливок, способ плавки металла или другие конструктивные и технологические факторы. В первую очередь уменьшение массы отливок путем увеличения прочностных свойств чугуна возможно в некоторых случаях массового производства. В серийном и мелкосерийном производстве массу отливок определяют, как правило, не из условий прочности, а по конструктивным соображениям и технологии формовки.
По основным показателям выбросов в атмосферу, влияющим на экологическую обстановку, индукционные канальные печи, тигельные печи и дуговые печи постоянного тока обеспечивают нормы ПДК. Уровень шума незначительный, не превышающий ПДУ.
Эксплуатация индукционных канальных печей позволяет эффективно плавить мелкую шихту (небрикетированная стальная и чугунная стружка), проводить десульфурацию с использованием для этого карбидных шлаков, плавить крупногабаритную шихту. Наилучший режим эксплуатации – трехсменный, так как устраняется необходимость поддержания «болота».
Преимуществами индукционных тигельных печей повышенной частоты являются: высокая производительность; возможность плавить твердую шихту, не оставляя «болота»; быстрый нагрев металла; возможность автоматизации процессов плавки; меньшая трудоемкость обслуживания;. электродинамическое перемешивание, способствующее получению однородного по составу и температуре металла; малый расход огнеупорных материалов; возможность точно регулировать температуру процесса плавки. Эти печи более удобны для периодической работы по сравнению с вагранками и индукционными печами промышленной частоты. Условия эксплуатации печи позволяют изолировать рабочее пространство от окружающей среды.
Дуговые печи постоянного тока по сравнению с печами, работающими на переменном токе, обеспечивают устойчивый электрический режим в процессе всей плавки. Уменьшение количества электродов с 3-x до 1-го снижает удельный расход графитированных электродов в 5–7 раз; уменьшается также угар шихты и легирующих элементов в 1,5–2 раза. Центральное размещение данного электрода способствует тому, что дуга горит перпендикулярно к ванне, находится в шлаке и обеспечивает равномерную температурную нагрузку на футеровку стен.
При использовании постоянного тока устраняется повторное зажигание дуги, что позволяет значительно снизить уровень шума.
Наряду с описанными выше наиболее прогрессивными чугуноплавильными агрегатами, достигнутый технический уровень в развитии ваграночного процесса плавки позволяет также использовать вагранки закрытого типа и дуплекс-процесс вагранка-миксер.
Экологические проблемы в коксовых вагранках решены за счет технологической схемы, предусматривающей мокрую очистку газов от пыле в эжекторных скрубберах, дожигание СО в топке рекуператора, утилизацию выделяющегося при этом тепла для нагрева дутья, оборотное водоснабжение, грануляцию и утилизацию шлака, сгущение или брикетирование уловленной пыли.
Вредные выбросы из вагранок можно снизить путем замены кокса природным газом. Выбросы СО и СО2 из газовых вагранок находятся в допустимых пределах. Газовая вагранка должна иметь развитое водяное охлаждение. Рекуператор встроен в шахту и предназначен только для утилизации тепла.
Качество выплавляемого в вагранках чугуна повышается за счет стабильного высокотемпературного подогрева шихты, автоматизации дозирования и загрузки шихты, применения водоохлаждаемых шахт, непрерывного выпуска металла и шлака, внедрения высокотемпературной металлургической плавки с высоким содержанием стальных отходов в шихте и дуплекспроцесса для усреднения химического состава и выдержки жидкого металла.
Гарантированный перегрев чугуна в процессе плавки повышает его жидкотекучесть, что влияет на качество заготовок, имеющих тонкостенные и ребристые поверхности.
Наряду с решением основной задачи – выбором современных плавильных агрегатов, основные направления научно-технического прогресса в области плавки чугуна предусматривают также ряд совершенствований технологий, таких как применение передельного чугуна взамен литейного (что способствует повышению производительности доменных печей), производство синтетического чугуна (что позволяет экономить дефицитный чушковый литейный чугун), набивная футеровка плавильных агрегатов (экономия штучных огнеупоров и снижение трудоемкости ремонтов) и т.д.
В области заливки основным мероприятием совершенствования технологии является автоматизация, в том числе применение магнито-динамических насосов. Важнейшими направлениями научно-технического прогресса в области чугунолитейного производства являются развитие производства литья из высокопрочного чугуна с шаровидным графитом (в том числе чугуна с бейнитной структурой и немагнитными свойствами) взамен стали и литья из чугуна с вермикулярным графитом взамен серого чугуна.
В развитых странах применение высокопрочного чугуна составляет 20–30% от общего выпуска чугунного литья, в странах СНГ – 2,5%.
Высокопрочный чугун с вермикулярным и шаровидным графитом – один из наиболее эффективных конструкционных материалов, широкое использование которого позволяет существенно снизить металлоемкость, повысить надежность, долговечность литых деталей, улучшить эксплуатационные характеристики машин и механизмов.
Основные преимущества высокопрочного чугуна:
- В сравнении с серым чугуном высокопрочный чугун с пластинчатым графитом имеет в несколько раз большую прочность и пластичность, что позволяет снизить на 20–30% металлоемкость литых изделий и увеличить их работоспособность;
- В сравнении со сталью – снижение удельных затрат электроэнергии, повышение надежности и долговечности изделий за счет более высокой износостойкости, демпфирующей способности, теплопроводности, модуля упругости, предела усталости, жаропрочности, а в ряде случаев вязкости разрушения (трещиностойкости) и прочности, расширение номенклатуры литых изделий при снижении массы отливок на 15–40% (за счет более высокой технологичности), снижение себестоимости производства.
Отсутствие должного развития изготовления отливок из высокопрочного чугуна (в том числе со специальными свойствами) объясняется недостаточным знанием свойств чугуна, как конструкционного материала. Сложность состава чугуна как физико-химической системы: предопределяет большое разнообразие вариантов его микроструктуры как в литом, так и в термообработанном состоянии, что определяет богатый комплекс физико-механических свойств.
Для повышения конструкционного потенциала чугунных отливок необходимо использование электроплавки, применение эффективных графитизирующих модификаторов, современного оборудования для экспресс-анализа.
При производстве высокопрочного чугуна уделяется большое внимание химическому составу исходного чугуна и особенно содержанию серы.
В последнее время все большее применение находит внепечная десульфурация расплава.
С учетом компенсаций потерь температуры во время десульфурации исходный чугун на выпуске из печи должен быть 1480 – 1520°С.
С технологической точки зрения перегрев желателен для увеличения жидкотекучести чугуна, уменьшения образования концентрированной усадочной раковины, ликвидации газовых раковин. Поэтому внедрение высокопрочного чугуна требует смены плавильного оборудования – внедрения электроплавки.
Основным фактором, определяющим качество чугуна, является модифицирование. Наиболее универсальным модификатором для получения высокопрочных чугунов (с шаровидным и вермикулярным графитом) применяемым в литейных цехах машиностроительных отраслей является СМГ7 ТУ I4–5-134–81.
Высокопрочный чугун с вермикулярным графитом можно получать с помощью модификаторов на базе комплексов редкоземельных материалов (РЗМ и Mg), что несколько удешевляет стоимость литья.
Важным фактором получения качественного литья является и контроль нормы графита, металлической основы (феррит, перлит, бейнит) наличия включений и пористости.
К настоящему времени проведена работа по оценке технологической целесообразности изготовления отливок из высокопрочного чугуна с шаровидным и вермикулярным графитом взамен заготовок из стали, литья из серого чугуна.
К деталям рекомендуемым для изготовления из высокопрочного чугуна с шаровидным и вермикулярным графитом, например, в электромашиностроении отнесены в основном корпусные детали (корпуса коробок., нажимные шайбы, втулки, кронштейны), стали 10 (станины, втулки, корпуса), серого чугуна СЧ 20 (корпус коробки выводов, щиты подшипниковые и т.д.).
Кроме того, в зависимости от требований и условий эксплуатации, к ряду деталей электрооборудования предъявляются повышенные требования по магнитным и теплофизическим характеристикам. Для замены деталей из проката высоколегированных сталей рекомендуются детали из высокопрочного чугуна со специальными (немагнитными) свойствами, физикохимические свойства которых, близки или аналогичны свойствам стали, а по ряду характеристик (теплопроводность, виброакустические характеристики) имеют в 1,2 – 1,5 раза улучшенные показатели. При этом более, чем в 2 раза повышается коэффициент, использования металла, снижается материалоемкость и трудоемкость изготовления. К таким деталям относятся станины, щиты, корпуса коробок выводов, крышки.
Марка чугуна для каждой конкретной детали выбирается в соответствии требованиям чертежа и учетом условий ее эксплуатации.
2. Оборудование заготовительных цехов сталелитейного производства
В сталелитейном производстве основными плавильными агрегатами являются трехфазные дуговые печи, резервы повышения технико-экономических показателей которых практически полностью исчерпаны.
На смену им приходят экологически чистые, повышающие качество металла и технико-экономические показатели дуговые печи постоянного тока и индукционные печи повышенной частоты (табл. 5). Основные недостатки при эксплуатации трехфазной дуговой печи переменного тока, экологические и экономические преимущества от внедрения дуговых печей постоянного тока и индукционных тигельных печей повышенной частоты описаны ранее.
Наиболее передовым в техническом отношении примером развития выплавки стали в машиностроении является комплексно-автоматизированное сталеплавильное производство, действующее в режиме «безлюдной» технологии, построенное «под ключ» западноевропейским консорциумом во главе с фирмой «Даниели» на Сумском машиностроительном НПО.
Таблица 5. Основные технические данные плавильных печей для сталелитейного производства
Это производство включает: 2 электродуговые печи с трубчатыми водоохлаждаемыми стенами и сводом, оборудованные манипуляторами для обслуживания; установку подогрева шихты отходящими печными газами по экологически чистой схеме, что позволяет за счет утилизации тепла газов экономить технологическую электроэнергию; систему водоподготовки и энергосбережения, обеспечивающую замкнутый цикл безопасного охлаждения сводов и стен печей со стойкостью не менее 2000 плавок без использования дорогих и дефицитных огнеупоров; комплексный агрегат внепечного повышения качества стали в печи-ковше с электромагнитным перемешиванием и продувкой реагентами, а также на стенде вакуумирования для глубокого извлечения из металла серы и газов; многоуровневое компьютерное управление работой комплекса в целом и локальных металлургических агрегатов, в частности, с выведением информации на цветные дисплеи и автоматической регистрацией плавильных паспортов.
В таблице представлен перечень принципиально новых технологических решений, внедренных в этом электросталеплавильном комплексе и результаты их внедрения.
В последние годы в связи с расширением производства отливок из хладостойкой стали в соответствии с ГОСТ. 21357–87 «Отливки из хладостойкой и износостойкой стали» с низким содержанием фосфора и серы (не более 0,02%) усилилась тенденция применения в сталелитейных цехах дуговых электропечей с основной футеровкой. Производительность этих печей по сравнению с печами с кислой футеровкой ниже на 20–30%, что объясняется большим электрическим сопротивлением и меньшей лучеиспускательной способностью кислых шлаков, более короткими дугами, низкой теплопроводностью кислых огнеупорных материалов.
-
- Снижение затрат на подогрев шихты (по сравнению с газом)
- Снижение затрат на газоочистку (в связи с предварительным отбором тепла у отходящих газов)
- Исключение загазованности цеха при подогреве шихты воздухом, нагретым в рекуператоре теплом отходящих газов
режимом плавки (электрический режимвыбор тока,
определение моментов подвалок шихты;
расчет продолжительности продувки и количества кислорода;
расчет количества добавок и автоматизации их ввода;
контроль температуры воды и аварийной блокировки;
-
- Достижение минимальной продолжительности плавки и минимального расхода электроэнергии.
- Обеспечение требуемого качества металла, в т.ч. химического состава.
- Повышение стабильности технологического процесса
- Коренное изменение и улучшение труда сталеваров
- Поднятие на новый уровень технологии плавки стали в сталелитейных цехах.
Длительность плавки в дуговых печах с кислой и основной футеровкой соответственно 140 и 185 мин., производительность 3,1 и 2,1 т/ч, расход графитированных электродов 6 и 7,2 кг/т стали, себестоимость 100 и 110%. Поэтому необходимо проводить дальнейшие работы по изысканию эффективных способов удаления Р и S из кислой электростали как в печи, так и внепечными методами.
Одним из направлений работ по удалению серы и фосфора при получении хладостойкой стали в электропечах с кислой футеровкой является применение железорудных окатышей при завалке шихты. Такие плавки проведены в лабораторных условиях Днепропетровского металлургического института и дали положительные результаты.
Одним из путей повышения экономичности работы дуговых сталеплавильных печей является повышение стойкости футеровки и снижение расхода огнеупоров. Отмечается 3 основных направления повышения стойкости футеровки и экономии огнеупоров:
- Ковшевая металлургия;
- Водяное охлаждение стен и свода;
- Применение монолитных футеровок,
Основное направление повышения стойкости футеровки и снижение ее себестоимости – применение монолитной футеровки из огнеупорных масс.
Опыт работы печей при внедрении набивной футеровки стен кислых дуговых сталеплавильных печей взамен кирпичной доказал, что расход динасового кирпича сократился в 2–6 раз.
В сталелитейных цехах значительно сокращаются площади, отведенные для хранения огнеупоров, улучшается снабжение формовочных отделений жидким металлом. Существенно снизилась трудоемкость ремонтных работ по футеровке печей. Набивная футеровка стен дуговых сталеплавильных печей может быть внедрена в условиях любого сталелитейного цеха.
В направлениях прогресса предусмотрены также мероприятия, направленные на улучшение качества стали, экономию материалов.
Раскисление кислой электростали ферромарганцем в ковше по сравнению с раскислением в печи позволяет существенно повысить стабильность содержания Мn в стали. Угар Мn при присадке ферромарганца в ковш значительно ниже, чем при присадке в печь, поэтому при раскислении стали в ковше можно получить значительную экономию этого ферросплава по сравнению с процессом раскисления в печи. Средний угар Мn в печи составляет 42%, a в ковше – 15%, т.е. почти в три раза меньше.
Анализ данных по плавкам показывает, что при раскислении стали ферромарганцем в печи отклонения по содержанию Мn от требуемых значений составляют 8–11%, а при раскислении в ковше – 1%. Более высокое содержание остаточного Мn в плавках с присадкой ферромарганца в ковш приводит к некоторому улучшению пластических свойств стали и снижению содержания фосфора. При этом сокращается общая продолжительность плавки, так как выпуск металла в ковш может производиться уже через 5–10 минут после присадки ферросилиция. Раскисление в ковше повышает стабильность температуры разливки за счет охлаждения металла в средней части ковша.
Раскисление стали ферромарганцем в ковше и повышение стабильности температуры разливки позволили снизить себестоимость одной тонны литья на 1,4%, расход ферромарганца сократился на 5,72 кг/т.
Применение современных приборов и систем контроля химического состава стали, в том числе для экспресс-анализа, способствует повышению качества металла и, в конечном итоге, отливок, повышает выпуск годных отливок и производительность труда.
Развитие производства электрошлакового литья инструментальных сталей способствует повышению прочности и улучшению рабочих характеристик изделий за счет получения химической и структурной однородности металла. Методом электрошлакового литья получают фасонные полые заготовки. Самое перспективное направление электрошлакового литья – производство биметаллических и композитных материалов, в переходной зоне которых получают сверхкачественные металлы.
Применение метода литья выжиманием с кристаллизацией решает экологические проблемы, вопросы ресурсосбережения – экономия металла и энергии. Основными характерными особенностями процесса являются: существенное улучшение экологии; улучшение заполняемости форм расплавом при заливке, что способствует уменьшению толщины стенок и снижению металлоемкости; возможность получения сложных отливок из легированных марок стали с толщиной стенок до 1 мм; возможность перевода деталей ответственного назначения с проката на литье с одновременным существенным повышением коэффициента использования материала.
3. Оборудование заготовительных цехов производства цветного литья
При производстве цветного литья в качестве плавильных агрегатов применяют индукционные тигельные печи промышленной частоты и, в основном газовые (табл. 6).
Таблица 6. Основные технические данные плавильных печей для производства цветного литья
Индукционная плавильная печь со стальным сердечником (рис. 5) по принципу действия представляет собой своеобразный трансформатор. Первичную обмотку его питают током промышленной частоты, а вторичную обмотку образует кольцевой канал с жидким металлом, сообщающийся с шахтой, заполненной расплавляемым металлом. Каждая печь имеет механизм наклона для слива металла с электромеханическим или гидравлическим приводом.
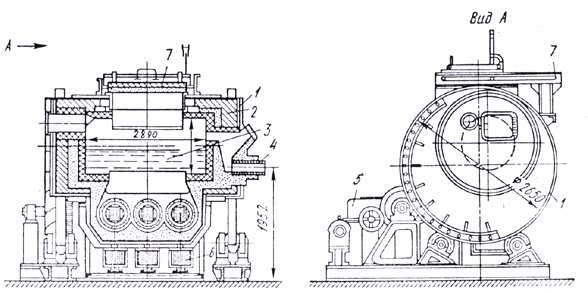
Рис. 5. Индукционная трёхфазная электропечь с стальным сердечником для плавки медных сплавов емкость 3 т. (ИГЛ-0,3)
Для охлаждения первичной катушки – индуктора – применяют принудительную вентиляцию зазора между индуктором и наружной поверхностью футеровки канала. Для этой цели печь снабжают вентилятором
Плавка металла в газовых печах характеризуется низкой производительностью, не обеспечивает высокого качества металла из-за образования газовой пористости, угара шихты. Обслуживание печи создает тяжелые условия труда. Печи такого типа стационарные, поэтому слив металла, и разливка осуществляются вручную, ковшом.
С целью повышения экологических и техникоэкономических показателей при плавке цветных сплавов рекомендуются индукционные тигельные печи повышенной частоты, канальные тигельные печи, печи сопротивления ванного типа и дуговые печи постоянного тока.
Для плавки цветных сплавов индукционные тигельные печи повышенной частоты удобны в эксплуатации, стабильны в работе, имеют КПД 97–98%, производительность в 2–3 раза выше, чем у печей промышленной частоты при одной и той же емкости. Периодичность загрузки шихты позволяет изменять химсостав от плавки к плавке, т.е. плавить различные марки сплавов, исключается операция сушки шихты, обеспечивается высокое качество металла за счет кратковременности плавки.
Замена газовой печи на индукционные тигельные печи повышенной частоты позволит ликвидировать газовую пористость, измельчить зерно, улучшить качество отливок, вдвое снизить угар металла и улучшить условия труда.
Эксплуатация канальных печей затрудняется тем, что в режиме плавления каналы индуктора закупориваются оксидами, необходим механизм очистки каналов. Для плавки цветных сплавов рекомендуется внедрять индукционные канальные печи.
Для цехов литья под давлением, имеющих автоматические линии или механизированные участки, целесообразно применять индукционные канальные печи в сочетании с плавильно-раздаточными печами сопротивления ванного типа в качестве миксеров.
Применение печей сопротивления ванного типа как плавильных агрегатов целесообразно для цехов с выпуском литья до 500 тонн в год.
К настоящему времени разработаны электротехнологические режимы работы дуговых печей постоянного тока для плавки алюминия и его сплавов, и имеется опыт промышленной эксплуатации, который показал, что реализуемая в них технология имеет ряд неоспоримых преимуществ по сравнению с плавкой в печах других типов. Это высокая мобильность процесса – печь в любой момент времени может быть включена и при необходимости остановлена.
После включения холодной печи расплав может быть получен через 10–40 минут в зависимости от массы завалки. Это позволяет сократить запас расплавленного алюминия в цехе. При этом уменьшается угар металла в процессе миксерования, сокращается потребное количество печей для плавления. Отсутствие болота и высокая производительность позволяют легко переходить на выплавку различных сплавов без создания запаса жидкого металла в миксерах. Дуговые печи постоянного тока бесшумны и экологически чистые.
Нерешенной проблемой в цветнолитейном производстве остается разработка и изготовление высокоэффективных раздаточных печей. Работы в этом направлении ведутся.
Перспективным направлением прогресса в цветнолитейном производстве является применение магнитодинамических насосов, которые полностью автоматизируют операцию заливки, что существенно улучшит условия труда. Применение магнитодинамических насосов целесообразно в цехах с серийным производством.
Сокращение запасов рудного сырья в стране неизбежно приведет в ближайшие годы к сокращению поставок первичных сплавов и необходимости ускоренной замены их вторичными.
С целью расширения использования вторичных сплавов взамен первичных ВНИПТИЭМ провел работу по внедрению в производство и расширению объемов применения алюминиевых сплавов, изготавливаемых из лома и отходов. Отработанная технология плавки и литья из вторичных алюминиевых сплавов может быть рекомендована к дальнейшему использованию.
Замена первичных алюминиевых сплавов на вторичные вызывает обострение проблем, связанных с твердыми включениями в отливках – повышенным браком литья. Кроме того, по-прежнему остается потребность во внедрении высокопрочных алюминиевых сплавов.
В связи с этим очевидна необходимость широкого внедрения рафинирующе-модифицирующих флюсов повышенной экологической чистоты.
Разработанная рецептура рафинирующего состава «ФРАМ-2» по сравнению с применяемым препаратом «Дегазер» и другими известными флюсами при применении вторичных сплавов позволяет резко уменьшить размеры и количество твердых включений, увеличить размерную стойкость резцов при механической обработке заготовок из этих сплавов в 6–10 раз, сократить общий брак литья примерно в 2 раза. Механические свойства по прочности возрастают на 20–35%, пластичности – в 3–4 раза.
Повышенная экологическая чистота обеспечивается за счет существенного уменьшения содержания в композиции хлор- и фторосодержащих компонентов, специально подобранное содержание компонентов обеспечивает связывание летучих соединений хлора и фтора в шлак. Особенности технологии изготовления флюса и технологии обработки расплава практически исключают попадание в атмосферу цеха пылевидных частиц флюса.
Флюс «ФРАМ-2» целесообразно внедрять для получения заготовок из вторичных и высокопрочных алюминиевых сплавов.
Одним из множества факторов, влияющих на качество цветного литья, является также внедрение технологии и оборудования для глубинной обработки расплавленных алюминиевых сплавов инертными и активными газами или их смесями.
Промышленные испытания показали, что продувка аргоном не только значительно улучшает санитарногигиенические условия труда рабочих, но и стабильно повышает качество отливок по сравнению с технологией рафинирования расплавов гексохлорэтаном.
Применение смеси аргона с порошком флюса позволяет уменьшить содержание в отливках неметаллических включений и плен, и достичь низкого уровня газосодержания в сплаве. Наиболее эффективным методом удаления водорода из алюминиевых сплавов являются продувка их расплавов инертными или активными газами.
4. Формообразование чугунного и стального литья
Для улучшения экологии, условий труда и повышения качества заготовок на заводах необходимо внедрить прогрессивные процессы формообразования: импульсную (преимущественно с сетевым давлением), безопочную пескодувно-прессовую формовки и изготовление форм и стержней из ХТС (холоднотвердеющие смеси преимущественно с нетоксичным связующим).
Импульсный процесс формообразования позволит получить равномерно высокую плотность форм за счет регулирования давления воздуха и: усилия прессования, а также исключить вибрацию, уменьшить формовочные уклоны на моделях, что снизит массу отливок.
Внедрение пескодувно-прессовой (импульсной) формовки позволит снизить массу отливок, повысить производительность труда.
Внедрение процесса получения форм и стержней из ХТС, обеспечивающего высокое качество литья, сдерживается проблемой экологии.
К настоящему времени разработан и рекомендован к внедрению новый технологический процесс получения ХТС с применением нетоксичного связующего и жидкого отвердителя.
За последние годы в зарубежной практике были разработаны и нашли применение новые технологические процессы получения форм и стержней в холодной оснастке с продувкой газообразным отвердителем (CO2 амины SO2). Это позволило резко снизить энергоемкость процесса, повысить качество и размерную точность отливок, а также улучшить условия труда. Оборудование для изготовления форм и стержней из ХТС в холодных ящиках выпускают с укрытием и комплектуют специальными узлами для нейтрализации отходящих газов.
На последних Всемирных конгрессах литейщиков большое число экспонатов выставки было посвящено расширению номенклатуры точного литья (литье по выплавляемым моделям, газифицируемым и выжигаемым моделям) в сторону увеличения развеса отливок.
Все эти процессы относятся к материалотрудосберегающим технологиям, обеспечивающим экологические требования к литейному производству.
Точное литье не получило достаточного развития для чугунных и стальных заготовок. К общему выпуску чугунного литья выпуск точного составляет 3,8%. К общему выпуску стального литья выпуск точного составляет 12,7%.
Применение вакуум-пленочной формовки (ВПФ) позволит получить отливки с высокой размерной точностью, чистой поверхностью и улучшенным товарным видом. Масса отливок снизится на 10–15%, а припуски на механическую обработку – на 50% и более.
Технологический процесс ВПФ практически безотходен за счет включения формовочных смесей. Снизятся трудоемкость изготовления отливок и капитальные затраты за счет сокращения операций обрубки и очистки, ликвидации участков смесеприготовления и выбивки форм, склада формовочных материалов. Возврат удаленного из форм песка на позицию формовки осуществляют через проходной магнитный сепаратор, сито и охладитель, скомпонованные на формовочном участке в один транспортный поток.
Область применения ВПФ не ограничивается ни материалом заготовок, ни сложностью конфигурации и толщиной их стенок.
Литье по газифицируемым моделям обеспечивает более высокий класс точности, меньшие припуски на обработку и меньший пригар, что сокращает трудоемкость. Этот метод формообразования позволит получать заготовки до 130 килограммов.
Литейное производство существенно отстает и в области внедренения автоматических формовочных линий.
Внедрение автоматических линий позволит поднять производство на качественно новый уровень.
Проведенный анализ формообразования чугунного и стального литья в СНГ и за рубежом определил следующие основные направления прогресса на перспективу до 2030 года:
- Внедрение импульсной (преимущественно с сетевым давлением) и пескодувно-прессовой безопочной формовки;
- Изготовление форм и стержней из ХТС, преимущественно с нетоксичными связующими с жидкими отвердителями, с продувкой газообразными катализаторами (CO2, SO2, аминами);
- Расширение номенклатуры точного литья в сторону увеличения развеса отливок (вакуумпленочная формовка, литье по выплавляемым моделям, литье по газифицируемым, выжигаемым моделям);
- Внедрение автоматических формовочных линий (комплексная автоматизация участков литья по выплавляемым моделям с применением робототехнических комплексов).
5. Производство цветного литья
Основным направлением, развития производства цветного литья, обеспечивающим высокое качество, является дальнейшее увеличение, выпуска литья под давлением с комплексной механизацией, автоматизацией и роботизацией, в том числе с использованием опыта Тернопольского ПО «Ватра», применяющего средства околомашинной механизации, включая пресса для обрубки. Кроме литья под давлением перспективно литье под низким давлением, с противодавлением, метод жидкой штамповки.
Благодаря внедрению литья под низким регулируемым давлением повышаются физико-механические характеристики, размерная точность и чистота поверхности отливок. Брак по пористости металла и негерметичности отливок снизится в 2–4 раза. Уменьшение расхода металла обеспечится за счет совершенствования литниковой системы.
Метод литья с противодавлением обеспечит приближение формы и массы отливок к форме готовых изделий. Кроме того, применение метода литья с противодавлением повысит удельную прочность отливок на 20–30%, в результате чего реально возможно снижение массы на 10–15%.
Метод получения заготовок жидкой штамповкой является высокопроизводительным, позволяющим уменьшить толщину стенок заготовок, повысить точность и улучшить качество (по пористости), снизить себестоимость литья.
Улучшить качество литья под давлением позволит также фильтрация металла через мультикремнеземистую сетку или пенокерамические фильтры.
При определении себестоимости литья большое значение имеет стойкость пресс-форм, так как изготовление их требует больших материальных затрат. Значительно повысит стойкость пресс-форм термодиффузионное упрочнение в ультразвуковом поле с порошком легирующего компонента или термостатированием, что нашло применение в ряде машиностроительных отраслей.
Реализация перечисленных направлении прогресса позволит улучшить экологию, изменит условия труда рабочих, что окажет влияние на производительность труда и квалификацию.
6. Смесеприготовление
На участках смесеприготовления литейных цехов применяют, в основном, физически и морально устаревшее оборудование (открытые смешивающие бегуны), не отвечающее требованиям по экологии и условиям труда; дозировка формовочных материалов не всегда механизирована; отбор проб для контроля физико-механических свойств смеси осуществляется вручную; в ряде цехов отсутствуют установки для сушки и охлаждения формовочного песка.
С целью улучшения условий труда, экологии, повышения производительности смесеприготовительного оборудования и качества формовочных и стержневых смесей рекомендуется внедрение смешивающего оборудования закрытого типа с автоматической системой дозирования и контроля качества физикомеханических свойств.
В настоящее время разработаны и поставляются пакеты прикладных программ, благодаря использованию которых в литейных цехах постепенно внедряют автоматизированные системы управления процессами смесеприготовления.
С учетом требований по экологии, дефицитности формовочных песков и экономии затрат на производство литья за счет стоимости свежих песков, перевозок и хранения его, а также утилизации отработанных смесей, необходимо переводить производство смесеприготовления на регенерированные пески.
В связи с этим развиваются пневматическая, механическая и термомеханическая виды регенерации, при которых свойства получаемого регенерата аналогичные свойствам свежих песков.
В частности, механический способ регенерации, который может быть внедрен на заводах, основанный на отделении от поверхности песчинок посторонних частиц при помоле отработанной смеси, требует минимальных затрат и небольшой стоимости обслуживания.
В процесс регенерации смеси входит сепарация формовочного песка. Сепарация неметаллических включений в формовочных песках осуществляется при помощи механических роторных сепараторов.
7. Финишные операции
Трудоемкость финишных операций (очистки и обрубки отливок) в отдельных случаях достигает 50% от общей трудоемкости изготовления отливок. Высокий уровень запыленности и шума на участках финишной обработки отливок, вибрация, тяжелый ручной труд делают профессию обрубщика и чистильщика отливок малопривлекательной. На заводах не решаются проблемы снижения трудоемкости финишных операций за счет совершенствования технологии, в том числе специального высокопроизводительного оборудования.
На участках финишной обработки отливок на заводах практически отсутствует современное оборудование первичной операции финишной обработки удаления остатков формовочной смеси и стержней.
В качестве оборудования для удаления остатков формовочных смесей и стержней зачастую используются выбивные решетки, что не соответствует их назначению, существенно снижает производительность и приводит к преждевременному выходу из строя. На раде заводов эту операцию осуществляют вручную.
Для удаления формовочной смеси и выбивки стержней имеется положительный опыт использования электрогидравлических установок и гидрокамер.
Одним из факторов, серьезно ухудшающих условия труда, являются операция удаления пригара, особенно на стальном литье.
На заводах эту тяжелую операцию осуществляют, пневмомолотками.
Для удаления пригара на ряде машиностроительных заводах отраслей, применяют эффективный способ очистки – электрохимический.
Применение этого процесса позволит автоматизировать трудоемкие операции очистки стальных отливок от пригара, сократить профессиональные заболевания, обеспечить очистку отливок любой конфигурации.
На участках финишной обработки отливок, операцию обрубки осуществляют пневмомолотками, использование которых приводит к виброболезням. В ряде машиностроительных отраслей, например, в автомобильной промышленности, широко внедряются станки собственной конструкции, существенно улучшающие условия труда. Для разработки конструкций оборудования для обрубки стального литья необходимо создать специальные конструкторские подразделения и определить предприятие для изготовления этого оборудования.
Для стального литья необходимо внедрить применение воздушно-дуговой резки взамен пневмомеханической обрубки, а для зачистки литья из алюминиевых сплавов – внедрить вибрационные установки.
Внедрение манипуляторов и роботов для выполнения финишных операций при изготовлении литья позволят существенно снизить физические нагрузки, улучшить условия труда и повысить производительность. Манипуляторы и роботы могут использоваться для выполнения транспортных, а также непосредственно технологических операций. Необходимо широко внедрять комплексы для механизации процессов удаления заливов, остатков литниковой системы и пригаров.
8. Оборудование заготовительных цехов кузнечно-штамповочного производства
В заготовительном цехе кузнечно-штамповочного производства осуществляется производство заготовок мерной длины, идущих в механические и сборочные цехи.
Заготовительные цехи кузнечно-штамповочного производства по выпуску заготовок подразделяются: на мелкие от 20 000 до 50 000 т/год, средние – до 100 000 т/год и крупные – более 100 000 т/год. При проектировании на заводе одного кузнечного корпуса заготовительный цех размещают в одном корпусе с кузнечным производством; при двух корпусах цех размещают в кузнечном корпусе с наибольшим выпуском поковок, а если проектируют больше двух кузнечных корпусов, то его надо размещать в отдельном корпусе.
Независимо от места расположения заготовительного цеха к нему примыкает склад металла с вводом железнодорожного пути нормальной колеи.
Заготовительные и кузнечные цехи подчиняются главному металлургу завода, а склад металла при заготовительном цехе подчиняется отделу снабжения завода. Производство заготовок менее 20 000 т/год размещается при кузнечном цехе, как отделение цеха. Специализированные производства, как, например, изготовление поковок коленчатых валов автомобильных двигателей, клапанов, шатунов, зубчатых колес, колец подшипников и т. п., применяют поточные механизированные или автоматические штамповочные линии с включением в них оборудования для раскроя прутков на заготовки мерной длины.
Состав цеха. В состав заготовительных цехов входят:
- Производственные отделения: раскроя проката на заготовки мерной длины, правки, и обдирки прутков;
- Вспомогательные службы – мастерские для межремонтного обслуживания оборудования, оснастки и инструмента;
- Склады металла, заготовок, инструмента, огнеупоров, металлоотходов, а также кладовые вспомогательных материалов и инструмента.
При складе металла нужно предусматривать: весы для взвешивания металла, участок рубки проволоки (проволока, связывающая пачки проката), экспресслабораторию, участок для переработки концевых отходов проката.
В качестве исходного материала для заготовок применяют черные и цветные металлы и сплавы, поставляемые в виде блумов, сортового, периодического и фасонного проката, а также труб.
При изготовлении точной заготовки в качестве исходного материала применяют калиброванный пруток. В условиях крупносерийного и массового производств применяют прокат специального профиля и периодический прокат.
Обжатые заготовки (блумы) бывают только квадратного сечения с закругленными углами и вогнутыми гранями размером от 150×150 до 450×450 мм с отклонением ±(5–10) мм и длиной 1,5–4,0 м.
Блумы применяют в тех случаях, когда требуется заготовка квадратного сечения размером более 200×200 мм. Сортовой прокат в большинстве случаев применяют квадратного и круглого сечения.
Прокат квадратного сечения из стали обыкновенного качества поставляется в виде прутков длиной:
- 4 – 9 м при стороне квадрата до 45 мм; 3–7 м . . . 50–100 мм;
- 3–6 м . . . 105 мм и более.
Для качественной стали всех размеров сечения длина прутков должна быть 2–6 м.
Сечения поставляемых квадратных заготовок со стороной 40–200 мм имеют отклонения (по стороне квадрата) от +(1÷1,5) до + (4÷6) мм.
Прокат круглого сечения из стали обыкновенного качества поставляется в виде прутков длиной, м: 5–10, 4–9, 4–7 и 3–6; при диаметрах соответственно, мм, до: 25, 26–50, 52–110 и 115.
Прутки всех диаметров из качественной стали применяют длиной 2–6 м.
Поставляют также мерные круглые заготовки с отклонениями по длине, аналогичными для прутков квадратного сечения. Заготовки диаметром 5–200 мм могут иметь отклонения при обычной точности от + (0,3÷0,9) до – (0,5÷2,5) мм и при повышенной точности (для заготовок до 150 мм) от +(0,1÷0,6) до – (0,3÷2,0) мм,.
В кузнечно-штамповочных цехах получили широкое применение заготовки круглого профиля. Заготовки обычной точности применяют для штамповки на молотах и кривошипных ковочно-штамповочных прессах технические характеристики которых приведены в табл. 7, 8, 9, 10. Заготовки повышенной точности применяют для высадки на горизонтальноковочных машинах.
Таблица 7. Технические характеристики молотов ковочных пневматических
Таблица 8. Технические характеристики механических прессов
Таблица 9. Технические характеристики прессов кривошипно-коленных для холодной объемной штамповки
Таблица 10. Технические характеристики гидравлических прессов
| ПБ6330 | МОДЕЛЬ | УСИЛИЕ (кН) | ХОД ПОЛЗУНА(мм) |
ГАБАРИТЫ /длина × ширина × высота/ (мм) |
МАССА(кг) |
 |
П6320Б | 100 | 400 | 910 × 1450×2085 | 1260 |
| П6328Б | 630 | 500 | 1060 × 1800× ×2900 | 3700 | |
| ПБ6330 | 1000 | 500 | 1200×2019×3400 | 6300 | |
| П6332Б | 1600 | 500 | 1150×2090×3500 | 7400 | |
| П6316А | 40 | 250 | 750× 1020× 1240 | 430 |
При изготовлении поковок на штамповочных автоматах в качестве исходной заготовки используют калиброванный пруток. Точность калиброванного прутка зависит от технических условий, предъявляемых к поковке. Допускаемые отклонения калиброванного прутка по диаметру зависят от класса точности калибровки и диаметра прутка. В тех случаях, когда заготовка должна быть точной, а ее поверхность бездефектной (что не достигается при калибровке), применяют прутки с обточенной поверхностью и допускаемыми отклонениями, которые соответствуют отклонениям для калиброванных прутков аналогичных диаметров.
Поставляются также мерные заготовки с отклонениями: 40 мм для прутков длиной до 4 м; 60 мм для прутков 4–6 м и 80 мм для прутков длиной более 6 м.
В заготовительных цехах в связи с модернизацией большое распространение для резки исходных материалов получили ленточнопильные станки отечественного производства (табл. 11) и «БулТехКома», изготовляемые в Болгарии (табл. 12)
Таблица 11. Технические характеристики ленточнопильных станков
КОНСОЛЬНЫЕ
ДВУХКОЛОННЫЕ
ВЕРТИКАЛЬНЫЕ
Ленточнопильные станки I класса предназначены для высокопроизводительной разрезки практически всех металлов и сплавов, используемых в современном машиностроении. Они способны разрезать с высокой скоростью любой профиль металла. Применяются на основных заготовительных участках, в цехах с потребностью в высокой производительности оборудования.
По конструктивному исполнению к первому классу относятся только портальные и двухстоечные станки. Главным критерием двухстоечного станка является конструкция направляющих, по которым перемещается пильная рама. Направляющие должны быть рассчитаны на сверхвысокие нагрузки. В процессе резки появляются усилия, которые стремятся деформировать пильную раму, направляющие стойки и станину. Это приводит к возникновению микродеформаций пильной рамы, которые могут передаваться на остальные несущие части конструкции станка. Эта проблема решается за счет применения призматических направляющих с линейными подшипниками, которые компенсируют деформации или за счет развития диаметра цилиндрических направляющих, которые имеют достаточную жесткость, чтобы воспринимать все усилия.
Относительный коэффициент жесткости стоек должен быть не менее 0,28 (относительный коэффициент жесткости равен отношению диаметра направляющей пильной рамы к максимальному диаметру заготовки). К обязательным атрибутам относятся: мощный электропривод с широким диапазоном скоростей и давлением подачи, устройство контроля натяжения полотна, относительно широкая пила, выдерживающая колоссальные знакопеременные нагрузки, механизм очистки пилы и т.п. Чаще всего применяемые опции – это NC-контроль, отслеживающий целый ряд параметров, контроль отклонения пилы, установка заготовки по лазеру, система периодической автоматической смазки узлов и пар трения. Ленточнопильные станки I класса можно отнести к специальному отрезному оборудованию, характеризующемуся самой высокой стойкостью режущего инструмента и, соответственно, низкой стоимостью одного реза.
Ленточнопильные станки II класса могут применяться на всех заготовительных производствах. Они способны резать цветные металлы, легированные и нержавеющие стали, часть жаропрочных сталей и легкообрабатываемые титановые сплавы.
По конструктивному исполнению – это двухстоечные (с относительным коэффициентом жесткости стоек менее 0,28), одностоечные и консольные станки (с пильной рамой, закрепленной на шарнире). Большинство таких станков позволяет разрезать заготовку под различными углами к её оси и являются универсальным оборудованием.
Отличительные черты консольных станков этой группы – принудительное опускание пильной рамы гидравлическим приводом (в отличие от станков третьего класса, где пильная рама опускается под собственным весом, удерживаемая гидроцилиндром), наличие электропривода с плавно меняющимся диапазоном скоростей, управление скоростью/ давлением подачи, наличие устройства визуального контроля натяжения полотна и механизма очистки пилы, отсутствие необходимости регулировки наклона осей шкивов привода пилы.
Станки II класса имеют высокую стойкость режущего инструмента и самый короткий срок окупаемости среди всех ленточнопильных станков.
Ленточнопильные станки III класса – в основном, это станки с консольным расположением пильной рамы. Они изготавливаются в автоматическом, полуавтоматическом и ручном исполнении. Основные недостатки консольных станков третьего класса – это опускание пильной рамы под собственным весом или за счет мускульного усилия рабочего, частое отсутствие механизмов очистки пилы и визуального контроля натяжения пилы, необходимость периодической регулировки наклона осей шкивов привода пилы, отсутствие контроля и регулировки давления пилы на заготовку (клапан на поддерживающем цилиндре позволяет регулировать лишь скорость подачи в очень узком диапазоне), нежесткая станина при тяжелой пильной раме и т.д.
Станки этой группы очень капризны в эксплуатации, из-за использования более дешевых комплектующих и узлов станки ненадежны, требуют высокой квалификации обслуживающего персонала и частых регламентных работ. Поэтому станки III класса используют на небольших производствах, не требующих высокой производительности, для нарезки в размер в основном труб и профильного проката. По сравнению с дисковыми пилами или механическими ножовками даже они являются значительным шагом вперед, однако экономически и технически это неправильное решение проблемы, т.к. при сравнительно низкой цене (на 10 – 40% ниже, чем станки II класса) высокие эксплуатационные расходы и низкий ресурс приводят к тому, что срок окупаемости растягивается практически на весь срок службы оборудования.
Автоматические двухколонные ленточнопильные станки с NC управлением (рис. 6, табл. 12) предназначены для порезки заготовок в условиях массового производства и широко применяются в различных машиностроительных и металлообрабатывающих производствах, где высокая производительность должна сочетаться с чистотой и точностью обработки.
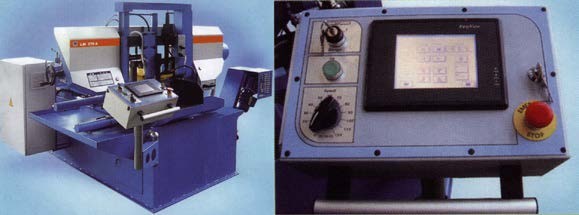
Рис. 6. Автоматические ленточнопильные станки с NCуправлением: а – общий вид станка LM270A; б – панель NC (общий вид)
Важнейшие преимущества станков серии LM табл. 12:
- Основные конструктивные элементы станков выполняются из серого чугуна, что придает оборудованию большую жесткость.
- Удачное решение направляющих ленточной пилы с применением твердосплавных пластин в сочетании с подшипниками качения.
- Автоматический контроль подачи пильной рамы.
- Контроль усилия зажима заготовки.
- Датчик натяжения ленты.
- Высокую точность резания 0,1 мм.
- Жесткую конструкцию пильной рамы.
- Точную направляющую для полотна пилы.
- Функциональность и эргономичность.
- Не требующий ухода червячный привод.
- Все станки сертифицированы.
Таблица 12. Технические данные станков серии LM
| Технические параметры | LM 270 A | LM 320 AP | LM 430 AP | |||
 |
 |
mm | 270 | 320 | 430 | |
 |
mm | 270 | 320 | 430 | ||
 |
mm | 320×270 | 320×320 | 430×430 | ||
 |
mm | min 320×10 | min 320×10 | min 430×10 | ||
| mm | max 320×270 | max 320×320 | max 430×430 | |||
 |
ltr. | 55 | 50 | 50 | ||
 |
ltr. | 40 | 50 | 50 | ||
 В В |
 |
кBT | 2,2 | 4,0 | 4,0 | |
 |
кBT | 0,55 | 0,75 | 0,75 | ||
 |
кВт | 0,18 | 0,18 | 0,18 | ||
 |
кВт | 0,09 | 0,09 | 0,09 | ||
 |
mm | 3700x27x0,9 | 4820x34x1,1 | 5400x34x1,1 | ||
 |
m.min-1 | 20-120 | 20-120 | 20-120 | ||
 |
mm | 2050x2150x1500 | 2600x2300x2000 | 2950x2300x2200 | ||
 |
kg | 1750 | 2550 | 3150 | ||
Процесс резания полностью автоматический, контролируется и задается с помощью NC панели.
Подача, зажим заготовки – гидравлика. Опускание, поднятие пильной рамы – гидравлика.
В заготовительных цехах с массовым и крупносерийным производством часто основным способом резки листового материала являются гильотинные ножницы (табл. 13).
Таблица 13. Технические характеристики ножниц гильотинных
Гидравлические гильотинные ножницы серии ZEVS QC12Y используемые в ряде заготовительных цехов машиностроения разработаны с учетом новых технологий и предназначены для резки листового металла толщиной до 32 мм и длиной до 6000 мм. Процесс резки гидравлическими гильотинными ножницами ZEVS QC12Y является наиболее производительным процессом по сравнению с другими разделительными операциями – резкой газом, пильными полотнами или дисками. Гидравлический привод ножниц и закаленные режущие ножи обеспечивают стабильный качественный рез.
Современный дизайн оборудования, удобство в работе, пониженная шумность, надёжная система безопасности, отвечающая требованиям ISO, позволяют использовать ножницы во многих современных автоматизированных производствах с высокими требованиями к надежности оборудования. В изготовлении гильотин применяются высокопрочные материалы, обеспечивающие надёжность и долговечность конструкции и значительно снижающие вибрацию даже при работе с толстым металлом. Гидравлические гильотинные ножницы ZEVS QC12Y оснащаются комплектующими всемирно известных компаний (рис. 7).
- Передний стол оснащен роликами и поддерживающими суппортами для обеспечения легкой подачи листа;
- Настройка длины резания для уменьшения длины рабочего хода и увеличения производительности;
- Ручная система настройки зазора между ножей;
- Задний упор устанавливается с точностью позиционирования ±0,1 мм;
- Защитные барьеры, устанавливаемые с задней стороны станка, защитные решетки, закрывающие прижимные цилиндры;
- Сварная конструкция рамы ножниц, прошедшая термическую обработку для снятия напряжений, имеет высокую жесткость и стабильность показателей;
- Гидравлический привод осуществляется на качающуюся режущую траверсу, возврат траверсы обеспечивается воздействием аккумулирующих азотных цилиндров, что обеспечивает устойчивую и надежную работу, компактная и надежная гидравлическая станция расположена под рабочим столом;
- Лезвия ножей установлены таким образом, чтобы добиться одинакового зазора на всей длине резки и получения ровного реза без заусенцев;
- Компактное и быстрое регулирование зазора лезвий, значение зазора определяется по шкале и надежно фиксируется;
- Опускание лезвия ножей может быть удобно и быстро переведено в ждущий режим;
- Перемещение заднего упора двигателем, индикация перемещения заднего упора, его точность и количество резов находятся на передней панели станка;
- Предварительный выбор режима единичных или непрерывных резов, предварительный выбор отрезаемого размера и скорости резки;
- Передний стол с роликовыми опорами для исключения царапин на исходном листовом металле;
- Гидравлические прижимы листа имеют полиуретановое покрытие, чтобы избежать отпечатков прижимов на мягком материале;
- Лампа подсветки реза для позиционирования отрезаемого материала по отбрасываемой тени;
- Защитный экран рабочей зоны с электрическим размыкателем, чтобы гарантировать безопасность работ на станке (возможно оснащение световыми и лазерными защитными экранами).
- Передний стол оснащен роликами и поддерживающими суппортами для обеспечения легкой подачи листа;
- Настройка длины резания для уменьшения длины рабочего хода и увеличения производительности;
- Ручная система настройки зазора между ножей;
- Задний упор устанавливается на размер посредством электропривода или в ручную;
- Электрические элементы Siemens (Германия) или Schneider (Франция);
- Счетчик рабочего времени;
- Осветитель линии реза;
- Гидравлическая система Rexroth (Германия);
- Защитные барьеры, устанавливаемые с задней стороны станка;
- Защитные решетки, закрывающие прижимные цилиндры;
- Задний упор с электромеханическим приводом и выводом на дисплей.
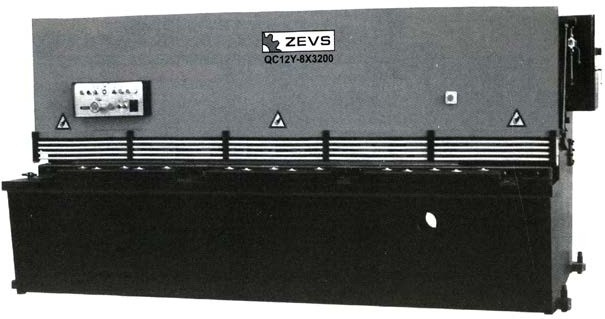
Рис. 7. Общий вид гидравлических гильотинных ножниц серии ZEVZ QC12У
Гидравлические гильотинные ножницы серии ZEVS QC11К с ЧПУ предназначены для быстрой и точной резки в размер листовых заготовок толщиной до 8 мм и шириной до 3200 мм из различных конструкционных и нержавеющих сталей с помощью верхнего ножа, закрепленного на опускающейся траверсе и неподвижного нижнего ножа, закрепленного на нижнем столе станины (рис. 8). Гидравлический привод ножниц и закаленные режущие ножи обеспечивают стабильный качественный рез. Точно настраиваемые в зависимости от толщины листа и длины реза такие параметры, как угол резания, зазор между лезвиями ножей, величина хода верхней траверсы и ход заднего упора, позволяют добиться высокого качества резки и обеспечивают высокую производительность, в изготовлении гильотин применяются высокопрочные материалы, обеспечивающие надёжность и долговечность конструкции и значительно снижающие вибрацию даже при работе с толстым металлом.
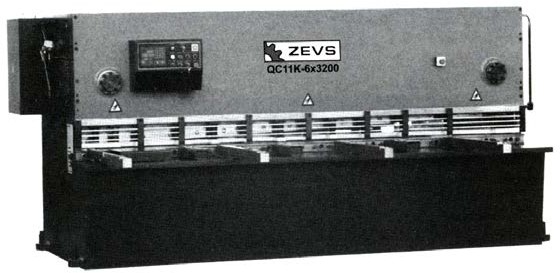
Рис. 8. Общий вид гидравлических гильотинных ножниц с ЧПУ серии ZEVZ QC11K
На комбинированных пресс-ножницах ZEVS (рис. 9, табл. 14) можно выполнять пробивку отверстий, рубку листовых заготовок, резание сортового металла, резание различных уголков и швеллеров. Преимуществами таких станков являются небольшой шум при работе, малые габариты и небольшой вес.
Эти станки необходимы для заготовительных участков современных станкостроительных, машиностроительных, металлообрабатывающих производств, так же могут использоваться в таких отраслях промышленности, как металлургия, телекоммуникация, производство электроэнергии.
В заготовительных цехах предприятий нефтегазовых отраслей, изготавливающих здания-укрытия и блочные модули технического назначения стали использовать современные листогибочные прессы с гидравлическим приводом в основном зарубежных фирм (например серии ZEVS WC67K).
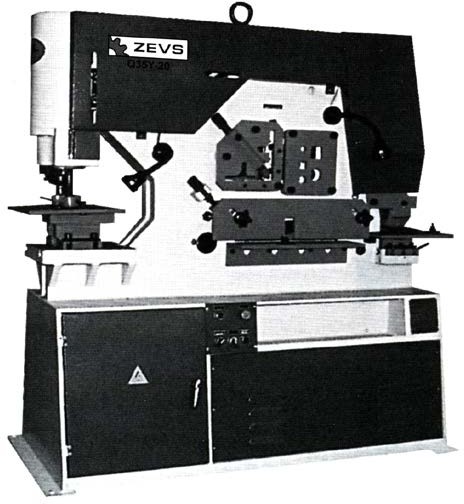
Рис. 9. Общий вид комбинированных пресс-ножниц серий ZEVS Q35У и QA32
Гидравлические листогибочные прессы серии ZEVS WC67K с ЧПУ Delem (рис. 10) выполняют высокоточный и скоростной гиб листов длиной до 6000 мм и развивают усилие гибки до 500 тонн. Прессы предназначены для гибки листового металла вертикально опускающейся траверсой, параллельность которой обеспечивается с помощью гидромеханической системы и мощным торсионным валом. Управление прессом осуществляется современной системой ЧПУ Delem (Голландия). Автоматическое позиционирование траверсы по оси «У» и заднего упора по оси «X» осуществляется с помощью 2-х осевого контроллера и обеспечивает высокую производительность.
На прессе ZEVS WC67K традиционно применяется жесткая сварная рама, прошедшая термическую обработку для снятия внутренних напряжений, а также моторизированная система перемещения задних упоров, оснащенная высокоточными винтовыми шариковыми парами. Комплектующие прессов поставляются признанными мировыми производителями.

Рис. 10. Общий вид листогибочного пресса
Таблица 14. Гидравлические комбинированные пресс-ножницы серий ZEVS Q35Y и QA32
Оборудование для литейного производства

Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Плавильные печи
Основным литейным оборудованием является плавильная печь. Она производится из высокопрочной стали, с использованием теплоизоляторов и огнеупорных материалов повышенной стойкости.
По способу литья печи делятся на индукционные, элекродуговые, газовые и муфельные. Рассмотрим устройство и принцип работы каждой из них отдельно.
Индукционная плавильная печь
См. на рис. 1 а. Построена на принципе экономичного индукционного нагрева — расплавления металла в результате прохождения через него вихревого электрического тока. Электромагнитное поле создается посредством индуктора.
Печь состоит из плавильного тигеля, сделанного из огнеупорного графита, куда помещается металлическая шихта. Тигель, как правило, имеет цилиндрическую форму. Он находится внутри индуктора, который подключен к источнику переменного тока.
Благодаря явлению электромагнитной индукции за счет теплового воздействия электромагнитного поля, шихта нагревается и расплавляется.
Одним из преимуществ индукционных печей является высокая гомогенность (однородность) сплава, которая достигается благодаря электродинамической циркуляции, перемешивания во время индукционного плавления. Это один из самых быстрых способов плавки.
Имеют преимущества в быстроте процесса, малой загрязненности воздуха, экономичности. Тигли графитовые (для бронзы, латуни, меди золота, серебра), чугунные и стальные (для алюминия) или керамические (для чугуна, стали)
В зависимости от объема расплавляемого материала и размера тигля, индукционные плавильные печи делятся на:
- Индукционные печи от 5 до 200 кг для золотодобывающей, инструментальной и ювелирной промышленности, стоматологии, художественной и экспериментальной плавки. Самые мобильные печи для плавки золота, серебра, платины, цветных и черных металлов. ИПП-15,25,35,45,70,90,110,160 (в цифрах указана мощность печи) имеют массу от 34 до 130 кг и способны перерабатывать от 5 до 200 кг металла.
- Индукционный печи от 100 до 1000 кг для плавки цветных металлов. Максимальная температура 1400 °C . Свойства аналогичные, увеличивается размер печи и объем тигля.
- Индукционные плавильные печи от 100 до 20 000 кг. Используются для плавки стали, чугуна, иногда цветных металлов токами средней частоты. Это печи производственного назначения, которые используются на металлургических промышленных предприятиях. Например, в производстве стального проката. Их производительность до 150 тысяч тонн сортового проката в год.
Индукционные печи позволяют быстро переходить от одного вида сплава к другому, делать перерывы между процессами, удобны в обслуживании и эргономичны, имеют большие возможности для автоматизации процессов.
В печи может быть создана любая атмосфера (нейтральная, окислительная, восстановительная) и любое давление. Возможность управлять плавкой, регулировать мощность и нагрев тигля позволяет использовать разные режимы работы для разных сплавов.
Высокое значение удельной мощности на средних частотах позволяет достичь высокой производительности печи.
Электрическая дуговая плавильная печь
См. на рис. 1 б. Металл нагревается электродугой переменного или постоянного тока, которая возникает между тремя цилиндрическими графитовыми электродами и металлическим шихтом.
Такие печи вмещают от 0,5 до 400 тонн металла. Внутри цилиндрической печи используется футировка основным или кислым кирпичом. Во время плавки технологически осуществляется покачивание и перемешивание металла.
В дуговой печи используется
- Плавка шихты из легированных отходов без окисления, в этом случае удаляется сера, проводится диффузное раскисление с помощью ферросилиция, молотого кокса, алюминия. И получают легированные стали.
- Плавка на углеродистой шихте с окислением. В качестве шихты – старый чугун, стальной лом, электродный лом, кокс, известь. Во время плавления происходит окисление под воздействием воздуха. Затем месь раскисляют осаждением и диффузным методом, алюминием и силикокальцием. Таким образом выплавляют конструкционные стали.
Электрическая дуговая печь используется для производства жаростойкой, инструментальной и конструкционной высококачественной углеродистой и легированной стали .
Газовые плавильные печи
См. на рис. 1 в. Тепло образуется от горения газово-воздушной смеси, с помощью которого нагревается жаростойкий тигель, в таких печах плавят алюминий, медь, олово, драгоценные металлы, свинец. Газовая печь позволяет достичь максимально точного температурного контроля, что важно для выплавки цветных и ценных металлов.
Муфельная печь
См. на рис. 1 г. В муфельной печи используется защитный материал муфель, который выдерживает температуру не больше 950 °C. Это ограничивает сферу применения.
Современные машины для литья
В соответствии со способом прессования в камере машины для литья делят на два вида:
- Литейные машины с горячим прессованием. Под слабым давлением поршня или сжатого воздуха камера погружается в горячий расплав, который вытесняется в пресс-форму. Так отливаются сплавы с цинком.
- Литейные машины с холодным прессованием.Тут используется высокое давление. Используются преимущественно для медных, магниевых и алюминиевых сплавов.
Использование современных способов автоматизации процесса литья, позволяет создать машины высокой точности и качества сплавов. Рассмотрим это на примере нескольких современных машин для литья алюминия.
Наклоняющиеся литейные машины – новейшее технологическое решение с точным заполнением формы и полным контролем над дозированием и поведением расплава с помощью электрического сервопривода. Стержни вставляются автоматически или вручную.
После закрытия заливается расплав. Сервопривод контролирует движение, наклон, процесс литья качанием, предупреждает перекос при открытии формы.
Машина обеспечивает идеальный доступ к форме, эргономичность и для заполнения формы, и во время очистки (гидравлический способ выталкивания компонента).
Машины для литья головок цилиндров
Литейная форма закрывается актюаторным элементом стационарного характера после того, как туда вставлены стержни. Алюминий заливают в форму, после усадки форма открывается, деталь извлекается.
Литейная машина вновь готова к заливке. Все происходит быстро, очень удобно, точно. Кабели и настройки надежно защищены, ремонт очень простой, доступ к форме идеальный.
Конструкция прочная, максимально функциональная для проведе
ния четких последовательных операций.
Литейные машины для 3х форм
В литейных машинах используется метод гравитационного литья с единовременным участием 3 форм. Значительно повышается продуктивность и эргономичность процесса, зона обслуживания минимальна, все происходит на одной машине: и установка стержней, и заливка, и извлечение отливок
Для отлива алюминия используются роторно-линейные машины, работающие под низким давлением и стабилизированным заполнением за счет регулируемого наклона формы, а также машины с противодавлением, использующиеся для создания высококачественных отливок из алюминия, где под давлением находится печь и пресс-форма внутри, создается перепад давлений, значительно повышающий качество продукции. Это еще более автоматизированный и оптимизированный, по сравнению с гравитационным, способ литья, который используется для отливок с прочными равномерно утолщенными стенками.
Литейные автоматы, установки, комплексы
В литейном производстве сегодня могут активно использоваться новейшие элементы автоматизации, которые представлены такими устройствами:
- Поворотными столами
- Литейными роботами
- Роботами манипуляторами
Современное литейное производство использует сегодня автоматизированные литейные комплексы
- Литейные карусели для крупносерийного и массового производства с поворотным столом, роботами-съемщиками отливок, роботами-установщиками стержней, конвейером охлаждения и плавильными печами.
- Роботизированная литейная ячейка состоит из литейных машин, стола для ручной установки стержней, робота литейного, робота, снимающего отливки, конвейера охлаждения, станции перемены захватов, плавильно-раздаточных печей.
- Литейная автоматизированная линия – комплекс, в который входят литейные машины, манипуляторы для транспортировки и установки стержней и пакетов, манипуляторы для извлечения и перемещения готовых отливок, роботы-съемщики, плавильно-раздаточные печи.
Ковши литейные
Литейные ковши – необходимый элемент литейного производства, который позволяет хранить, транспортировать и производить безопасную разливку расплавленного металла для дальнейшего литья.
Ковши перемещают на специальных тележках или с помощью гибкого производственного модуля. В общем, литейный ковш – это емкость для металла. Различаются ковши
- по форме (конические стопорные, барабанные, с чайниковым и обычным разливочным носиком
- по вместительности (от 25 кг до 12 тонн)
- способу разливки (через носик с помощью крана; расплавленный металл разливают через стаканы, расположенные снизу и закрытые стопором; поворотом через сливной край)
- способу управления (ручной – для ковшей до 160 кг, для ковшей от 250 кг до 10 тонн – с поворотным механизмом (редуктором и ограничителями), возвратно – поступательным приводом поворота, управляется ручным пультом на месте заливки.
- Способу передвижения (до 120 кг с помощью монорельса, свыше 12 т – с помощью крана и механизированного привода).
Литейное оборудование

В 2020 году выставка металлообработки в рамках ИННОПРОМ, которая проходит в Екатеринбурге с 7 по 10 июля, вновь соберет производителей и покупателей оборудования, представителей государственных ведомств и экспертов отрасли из 96 стран мира.
Самое масштабное промышленное мероприятие РФ традиционно привлекает внимание профессионального сообщества, СМИ и широкой общественности.
В 2019 году выставку посетило более 43 000 человек, а среди статусных гостей были президент РФ Владимир Путин, министры торговли и промышленности, главы регионов и послы государств-участников.
Смотреть представленное на выставке оборудование
Одним из ключевых разделов выставки станет блок «Материалы и оборудование для литья» во 2-м павильоне МВЦ «Екатеринбург-Экспо». Производители и дистрибьюторы высокотехнологичного литейного оборудования из России и других стран представят свои последние разработки участникам рынка, заинтересованным в модернизации, повышении качества и эффективности литейного производства.
Получить билет для посещения выставки
Литье является одним из древнейших способов металлообработки и изготовления металлических изделий.
Постоянное совершенствование технологий позволяет открывать новые возможности для применения этого метода производства в промышленности.
Поэтому данный раздел выставки металлообработки вызывает большой интерес у представителей концернов, заводов и производственных компаний из различных отраслей.
Изделия, полученные при помощи литья, широко применяются в следующих сферах:
- Легкое и тяжелое машиностроение;
- Станкостроение;
- ВПК и оружейное производство;
- Производство электроники и бытовой техники;
- Серийное производство металлических изделий;
- Медицина и протезирование;
- Челюстно-лицевая ортопедия и ортодонтия;
- Искусство, скульптура и ювелирное дело.
Технология литейного производства
Литье металла — это технологический процесс штучного или серийного производства изделий из металла с помощью заливки расплавленного до жидкого состояния металлического материала в литейную форму.
Заполнив все полости формы, металл охлаждается и переходит из жидкого агрегатного состояния в твердое.
После окончания процесса заготовка (отливка) приобретает цельность, прочность, конфигурацию и вид готового изделия.
Промышленные технологии литья металла:
- Статическая заливка;
- Литье под давлением;
- Непрерывное горизонтальное литье;
- Центробежное литье;
- Вакуумная заливка;
- Электрошлаковое литье и др.
Также технологии литья классифицируются по типу форм и способу получения готовых изделий.
Применяются способы литья по песчаным, оболочковым или многократным формам, по формам из холоднотвердеющих смесей, литье в землю или в кокиль, а также литье по ртутным замораживаемым или газифицируемым моделям.
В зависимости от способа получения отливок, необходимого размера и используемого материала для литья в технологическом процессе задействованы разные типы оборудования и вспомогательных материалов.
В экспозиции выставки ИННОПРОМ будут представлены станки, механизмы и агрегаты, обеспечивающие как полный цикл производства в автоматизированном режиме, так и отдельные этапы производственных задач.
Производители представят новые разработки и уже зарекомендовавшие себя модели — вы сможете сравнить технические характеристики и получить консультации по выбору оборудования для вашей продукции, масштаба производства и сопутствующих факторов.
Виды оборудования для литья:
- Литейные автоматы и комплексы;
- Линии горизонтального непрерывного литья;
- Литейные печи (вакуумные, индукционные, плавильные, прокалочные);
- Печи для спекания и выжигания (вакуумные, высоковакуумные, сверхтемпературные, вакуумно-водородные, вакуум-компрессионные, искрового плазменного спекания;
- Печи лабораторные для вакуумной пайки;
- Вакуумные печи для термообработки (отжига, азотирования, закалки в газовой или масляной среде, кристаллизации);
- Тигельные печи сопротивления (непрерывного или циклического типа);
- Стержневые машины различного типа и размера;
- Вибростолы;
- Формовочные смесители;
- Вспомогательные механизмы и устройства (кантователи, транспортирующие установки, оборудование для очищения отливок, химического анализа литья и др.)
Ассортимент продукции для литейного производства включает:
- Готовые формы;
- Металлы и сплавы;
- Фильтры для фильтрации расплавов;
- Трубки для отвода из литейных стержней газа;
- Литейные ковши.
Формы для литья
В производстве используются литейные формы однократного и многократного применения. К последним относятся формы из огнеупорной керамики, металла или графита. Самые распространенные типы многоразовых форм: кокили (закрытые литейные формы) и изложницы (открытые формы).
Металлические формы обычно выполнены из чугуна либо жароустойчивой стали, а для создания отливок из цветных металлов используются медные, латунные, гипсовые оболочковые формы или формы из диоксида кремния в порошковой субстанции.
Также распространены пресс-формы из легкоплавкого металла, которые применяются для литья стали, некоторых видов сплавов и драгоценных металлов. Для заполнения таких пресс-форм используется пластмасса, парафин или ртуть.
Металлы и сплавы для промышленного литья:
- Черные металлы (литейный чугун, чугун с шаровидным графитом, сталь);
- Цветные металлы (бронза, латунь, медь, титан, магниевые, алюминиевые и никелевые сплавы);
- Драгоценные металлы (золото, платина, серебро).
Также в процессе литья задействованы разнообразные расходные материалы:
- Исходные стержневые смеси;
- Огнеупорные основы для смесей;
- Формовочные составы (гипс, асбест, кварцевый песок);
- Добавочные компоненты, придающие смесям нужные свойства;
- Смолы и отвердители;
- Связующие композиции;
- Изолирующие пасты;
- Облицовочные материалы.
Не упустите шанс увидеть одну из самых масштабных экспозиций литейного оборудования на ИННОПРОМ в рамках выставки металлообработки в Екатеринбурге. Вход на мероприятие производится по единому электронному билету, который действителен в любой из 4-х дней мероприятия.
Зарегистрируйтесь на сайте и получите бесплатный электронный билет для посетителей, заполнив анкету в Личном кабинете.
Если вы хотите стать участником выставки и презентовать свой ассортимент литейного оборудования и материалов, отправьте организаторам заявку на участие в выставке.
Литейное производство: оборудование для литейной лаборатории и контроля литья металла

Литейное производство позволяет производить заготовки и детали различной конфигурации и массы. Получению готовых изделий предшествует множество операций, некоторые их которых происходят при высокой температуре, и предполагает работу с материалами в различных агрегатных состояниях: твердом, газообразном и жидком.
В литейном цехе используется разнообразное технологическое и транспортное оборудование, а получение качественных отливок невозможно без контроля различных параметров на всех этапах производства, поэтому оснащению лаборатории уделяется особое внимание. В арсенале этого подразделения предприятия должны быть приборы для проведения требуемых исследований, в том числе экспресс-анализа химического состава металлов и сплавов.
Технологический процесс литейного производства
Представление о технологии получения отливок дает возможность понять проблемы, которые стоят перед литейщиками. Контроль качества на каждом участке литейного цеха оказывает влияние на качество готовой продукции и производительность, поэтому снижение внимания на каким-либо этапе технологического процесса — недопустимая ошибка со стороны технологов.
Отдельные производственные процессы литейного производства представляют собой целостный технологический комплекс, который можно разбить на следующие основные этапы:
- Технологическая подготовка. Определяется способ получения отливки, разрабатывается ее чертеж, проектируется оснастка и технология.
- Изготовление формы. По чертежам осуществляется изготовление модели, стержней и оснастки, которые необходимы для формовки изделия. Процесс формовки происходит параллельно с плавкой сплава заданного химического состава и определенной температурой.
- Заливка и охлаждение. Литейные формы заливают расплавленным металлом с помощью ковша или литейной машины.
- Извлечение отливок и их обработка. После охлаждения отливки до определенной температуры ее удаляют из формы, а также извлекают стержни. Затем она подвергается обработке для придания товарного вида.
Основное технологическое оборудование
При рассмотрении структуры оборудования, входящего в состав литейного цеха, можно выделить специализированное оборудование и оборудование общего назначения. К первой группе относятся агрегаты, без которых невозможен основной технологический процесс — получение из металла готового изделия.
Механизмы, относящиеся ко второй категории, играют вспомогательную роль, и обеспечивают функционирование первых.
К ним относятся:
- подъемники,
- питатели,
- крановое хозяйство,
- бункеры,
- трансформаторы,
- конвейеры и ряд других.
Основное технологическое оборудование отличается большим разнообразием, и подбирается в соответствии со спецификой производства, особенностями номенклатуры изделий и материалов, используемых для их получения. Эта группа агрегатов требует более детального рассмотрения.
Литейные машины
В зависимости от способа прессования бывают литейные машины горячего и холодного прессования. Последние имеют довольно узкую специализацию, и предназначены для сплавов на основе меди, алюминия и магния.
Формовочное оборудование предназначено для получения литейных форм. Оно позволяет получать уплотненные формы и обеспечивает высокое качество отливок.
Ковши
Литейные ковши предназначены для транспортировки и разливки сплава в жидком состоянии. Они могут принимать различную форму, а их объем подбирается в зависимости от особенностей технологического процесса.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Спектральные анализаторы. Виды и требования к приборам
Особенности ведения технологического процесса в плавильных печах требует постоянного контроля химического состава на всех стадиях получения металла. Основные требования, предъявляемые к приборам, используемым для этих целей:
- экспрессность;
- высокая точность;
- возможность проведения контроля неразрушающими методами;
- простота проведения анализа;
- возможность автоматизации;
- приспособленность к эксплуатации в производственных условиях.
Оптико-эмиссионные анализаторы
На производстве находят широкое применение оптико-эмиссионные спектроскопы с искровым и дуговым возбуждением спектра (или их комбинацией), у которых рабочей средой служит аргон или воздух.
Наиболее простой из них — стилоскоп, который имеет невысокую стоимость и позволяет быстро проводить визуальный анализ химического состава металлов и сплавов.
Прибор не отличается высокой точностью, так как для регистрации спектра используется глаз оператора, поэтому литейщики прибегают к использованию более совершенных устройств, которые исключают недостатки стилоскопов.
К преимуществам современных оптико-эмиссионных приборов относят:
- Возможность обнаружения даже незначительных примесей в сплавах. Это имеет особенную важность в литейном производстве, так как для ведения плавки необходимо знать содержание таких элементов, как углерод, сера и фосфор.
- Высокая точность результатов исследования. Метод используется не только для экспресс-анализа, но и для проведения сертификационного анализа.
- Анализ осуществляется бесконтактным способом.
- Нет необходимости отбора массивных проб.
- Экспрессность. Фактор времени при получении в плавильной печи сплава заданного состава имеет исключительную важность.
Оптико-эмиссионные приборы требуют проведения калибровки. Потребитель получает устройство с загруженными аналитическими программами, что может привести к затруднению при работе со сплавом, имеющим неизвестный химический состав, который отличен от состава стандартного образца. Для получения точных результатов перед исследованием проба нуждается в подготовке.
Рентгенофлуоресцентные анализаторы
Рентгенофлуоресцентный анализ металлов и сплавов позволяет провести количественный и качественный анализ металлов и сплавов. Приборы отличаются компактными размерами и простотой использования.
Несмотря на универсальность, они не могут определять присутствие элементов с атомным номером менее 11.
Таким образом, РФА не позволяют определить содержание углерода в стали и чугуне — наиболее распространенных материалов для производства отливок.
Тем не менее, метод широко используется в литейном производстве, и дополняет АЭСА, благодаря ряду преимуществ:
- Высокая точность результатов исследований.
- Анализ проводится без разрушения образца.
- Низкий предел обнаружения.
- Простая пробоподготовка.
- Возможность анализа пробы много раз.
- Высокая производительность.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
СПАС-01
СПАС-01 — универсальный оптический эмиссионный спектрометр, который предназначен для решения различных аналитических задач. В состав оборудования входит генератор, способный работать в различных режимах. Прибор способен распознавать спектры в диапазоне 185 – 930 нм, что делает его незаменимым в лаборатории литейного цеха.
Оборудование для литейного производства — Справочник металлиста

Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Машина стержневая
Применяется в цехах с серийным производством стержней из плакированных смесей.
Машина состоит из следующих компонентов:
- Нагреватели;
- Опорная часть, на которой крепится оборудование для литейного производства;
- Пневмооборудование; механизм, предназначенный для подачи воздуха и контроля заслонки;
- Пульт управления; позволяет контролировать все процессы;
- Затвор; в зависимости от выбранной позиции открытия или закрытия, используется для подачи смеси;
- Пескодувная головка; транспортирует смесь в модельную оснастку и уплотняет её;
- Защитные кожухи; выступают в роли предохранителя от внешнего воздействия;
- Гидрооборудование предназначено для своевременного перемещения нагревателя и пескодувной головки.
Согласно техническим характеристикам оборудования, окончательный вес выпускаемых стержней варьируется в пределах 300 грамм до 8-ми килограмм. Система способна проделать 20 циклов в течение 1-го рабочего часа. Стержневой ящик, в котором располагаются заготовки нагревается до температуры в 250 градусов.
Установка, со всеми элементами и дополнениями весит 590 килограмм. Рабочая площадь, на которой будет располагаться это оборудование, должна быть готова к такой нагрузке.
Литейная кокильная установка УКЛ-450
Популярная модель из нашего каталога, относящаяся к категории оборудования для литейного производства.
Механизм доступен в двух вариантах: зеркальная и прямая. Отличия незначительные, многие производители не обращают внимания на этот момент. Предназначение УКЛ-450 заключается в моментальном снятии и быстрой установке литейной формы, располагающейся на закрепленной плите.
В технических характеристиках прописано, что процесс открытия и закрытия плиты отнимает по 10 секунд времени. Установка работает с напряжением 380 Ват, выдавая стабильную частоту в 50 ГЦ.
Устройство отличается серьезными габаритами, в длину оно достигает 1780 мм, ширина равна 800, а высота ровно 1 метр. Вес механизма — 670 килограмм.
Литейная кокильная установка УКЛ-800
Данный вид оборудования для литейного производства пользуется большим спросом среди предприятий с высокими объемами выпускаемой продукции.
Из чего состоит:
- Основание; платформа, которая удерживает всю систему, на ней присутствуют механизмы, отвечающие за каждый отдельный процесс;
- Подрывной механизм предназначен для отрыва и подготовки стержня;
- Пульт управления находится снаружи и с его помощью производиться контроль над всеми внутренними процессами;
- Пневматическое оборудование выполняет задачи, связанные с подачей воздуха;
- Пневматические цилиндры располагаются на зафиксированных плитах, их действие направлено на обеспечение движения активных плит;
- Подвижные плиты — та часть системы, которая приводится в действие пневматическими цилиндрами;
- Стационарные плиты взаимосвязаны штангами-направляющими.
Механизм работает при наличии соответствующего источника питания и активности всех компонентов.
Принцип работы
После запуска системы, активизируются плиты подвижного типа с закрепленными на них кокилями. Оба пневматических цилиндра контролируются единственным распределителем. В стадию активности вступают обе плиты, в зависимости от уровня сопротивления движения, поочередность может меняться.
Далее постепенно повышается давление, вторая плита начинает двигаться и делает это до момента, когда кокиля обеих частей соприкоснуться. После того, как давление приближается к рабочему уровню, в систему заливается металл, после чего происходит процесс остывания отливки. Далее, после подрыва стержня плиты расходятся.
Установка для непрерывного литья вверх прутков припоя
Установка используется с целью получения прутков припоя. Достигается результат путем планомерного вытягивания вверх литьевых заготовок, выполненных из медного расплава и рубки их на равные части.
За основу оборудования взята цельная рама, включающая в себя остальные механизмы. Важным элементом считается устройство для рубки прутков, заранее определяется заготовка и по ней обрезаются остальные. Система управления находится снаружи, состоящей из пульта управления и шкафа.
Использование тянущей клети позволяет осуществлять плотный зажим заготовки. Еще один механизм со схожими задачами — это кронштейн фиксации кристаллизаторов.
Обращаем внимание, что в комплект не входят плавильные печи.
Технические характеристики
Размеры прутков: оборудование позволяет изготавливать изделия толщиной в 4,5,6 и 8 мм. Длина изготавливаемых изделий варьируется в пределах от 200 до 700 мм. За основу берется медный сплав.
Для того, чтобы произвести вытяжку прутка из системы, требуется от 0.2 секунд до 1-й. Скорость варьируется в зависимости от указанной мощности. Допустимый диапазон оборудования для литейного производства — это от 10 до 100 ГЦ.
Процесс рубки готового продукта под указанные критерии занимает 1.5 секунды.
Преимущество нашей компании — это качество товара, гарантия и приемлемая стоимость. Покупка современной техники для литейных работ повышает продуктивность и снижает нагрузку на рабочий персонал.
Представители нашей компании готовы проконсультировать вас и посоветовать качественную и подходящую продукцию, которая подойдет для решения поставленных производственных задач.
Источник https://siblitcom.ru/katalog/formovochnoe-oborudovanie/oborudovanie-dlya-litya-po-vyiplavlyaemyim-modelyam-lvm/
Источник https://itexn.com/10226_oborudovanie-litejnyh-i-kuznechno-shtampovochnyh-cehov.html
Источник https://ometalledo.ru/oborudovanie-dlya-litejnogo-proizvodstva.html
