Обзор: технологии 3D-печати для литья металлов

В этой статье мы расскажем про традиционные технологии литья и о том, как они меняются с применением 3D-принтеров. А главное — какие существующие на рынке 3D-принтеры подойдут для внедрения в подобное производство уже сегодня.
Оглавление
О литье
Конечный продукт литейного производства это отливки — будущие детали или заготовки. Их масса может составлять как несколько граммов, так и несколько сотен тонн.
Вот так это делается на станкостроительном заводе.
Можно выделить следующие особенности использования литья в производстве:
- возможность получать изделия с массой от нескольких грамм до сотен тонн, со сложной геометрией и разнообразными механическими и эксплуатационными свойствами;
- возможность получения изделий, материалы или габариты которых делают невозможным или невыгодным создание их другими методами;
- отливки максимально приближены, по размерам и форме, к готовым изделиям, в отличие от заготовок полученных объемной горячей штамповкой или ковкой.
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.

График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий.
Алгоритм процесса литья с применением аддитивных технологий
Одна из задач, стоящих перед технологами любого литейного производства: минимизация трудоемких операций по механической обработке заготовок. Решается она тем, что отливки должны быть максимально приближены к параметрам необходимой детали, что также экономит средства и время. Здесь на помощь приходят инновации, в лице аддитивных технологий, которые позволяют ускорить техпроцесс, миновав традиционные первые шаги в технологии изготовления отливки. Производитель может за одну операцию получить необходимую литейную модель или форму.
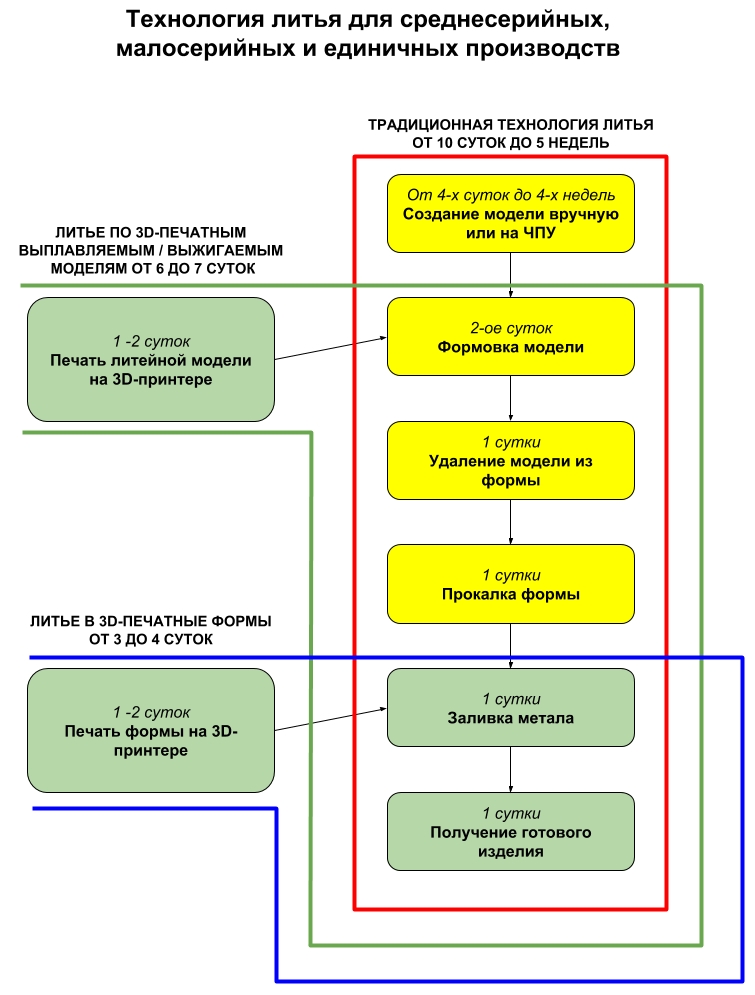
В красной области — традиционный процесс литья, в зеленой и синей — литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
Прямая печать изделия, которая уже внедрена на многих современных производствах, с экономической точки зрения дороже, чем традиционное литье. Поэтому 3D-печать моделей для выплавления и выжигания, а также синтез уже готовых для литья форм и стержней, вызывает особый интерес.
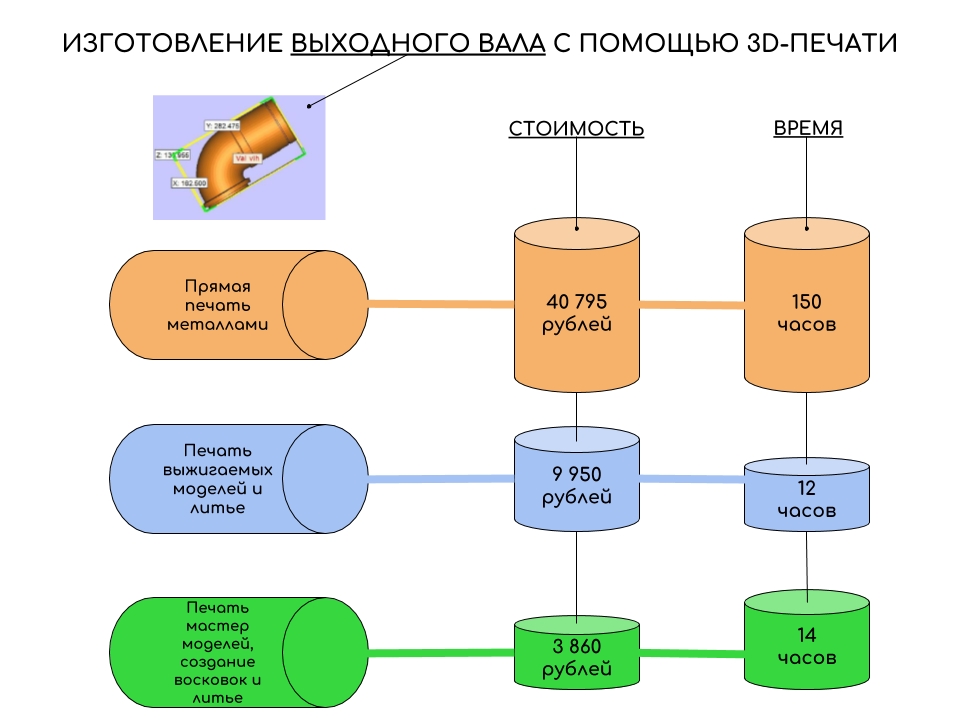
Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Области применения
Мастер-модели и литьевые формы напечатанные на 3D-принтере используются на ювелирных предприятиях, в производстве стоматологических и ортопедических изделий, в конструкторских бюро, для проведения НИОКР, в учебных центрах и центрах прототипирования.
Геометрически сложные отливки, полученные в результате применения аддитивных технологий, находят применение в кино и на телевидении, когда требуется быстро изготовить необычный реквизит сложной формы.

Модель Aston Martin 1960 DB 5 агента 007, к фильму “Координаты: Скайфолл”, была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.

Декорации отлитые с использованием песчаных литейных форм напечатанных на 3D-принтере.
3D-принтеры и технологии 3D-печати литейных моделей
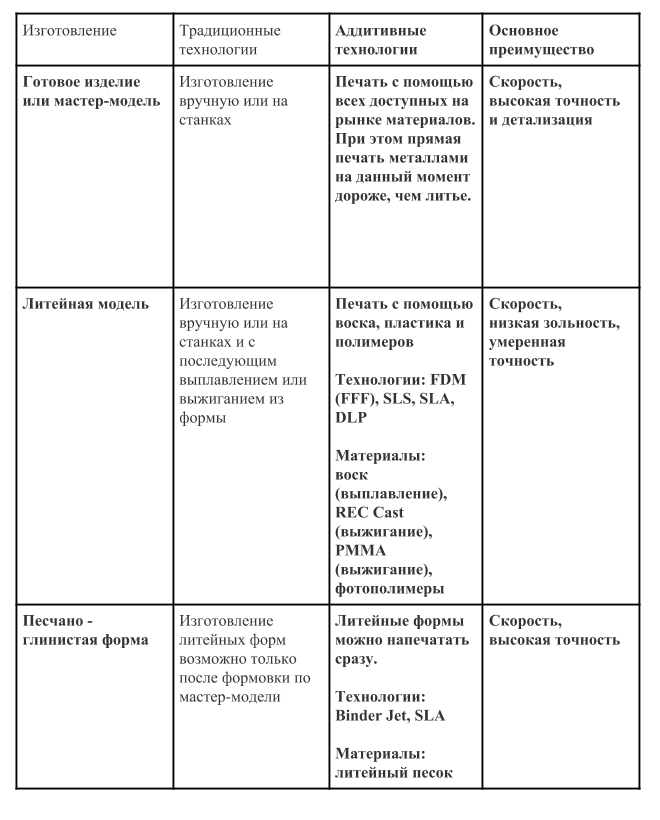
Для получения литьевых моделей используют 3D-печать по технологиям FDM (FFF), SLS, SLA, DLP. Эти технологии позволяют напечатать необходимую модель для последующего выплавления или выжигания из образованной вокруг нее литьевой формы. Для выплавляемых моделей используется воск, для выжигаемых — ПММА, CAST-пластик и специальные фотополимеры.
Основной плюс использования такого решения — отсутствие необходимости подготовки специальной оснастки, например — пресс-формы, и низкая зольность материалов при выгорании. Подготовленная 3D-модель сразу отправляется на печать и, после небольшой постобработки, готова к использованию.
FDM (FFF): послойное наплавление
Широко известный профессионалам и любителям аддитивных технологий способ 3D-печати, не требующий дополнительного описания.
Материалом нити для FDM-печати выжигаемых моделей служит специальный пластик, либо композит с высоким содержанием воска.
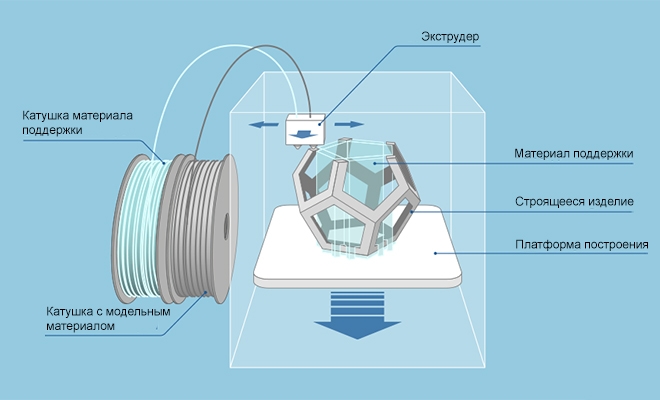
Принципиальное устройство FDM (FFF) — принтера.
Процесс 3D-печати по FDM-технологии.
PICASO 3D Designer X
PICASO 3D Designer X — FDM-принтер с областью построения 200х200х210 мм, который может печатать такими материалами, как ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON и PEEK со скоростью до 100 см³/ч и с толщиной слоя от 10 мкм.
SLS – Selective Laser Sintering – селективное лазерное спекание
Применяется для изготовления мастер-моделей сложных форм, умеренной точности и относительно больших габаритов.
Как это работает: в рабочей камере, заполненной инертным газом, например азотом, ролик накатывает полистирольный порошок с размером частиц 50-150 мкм на платформу. Новый слой спекается CO2 — лазером (с температурой 100-120 °C) по сечению “тела” CAD-модели. Дальше рабочая платформа опускается на 0.1-0.3 мм, после чего печатается следующий слой.

Принципиальное устройство SLS-принтера.
Печатающаяся модель не требует поддержки, т.к опорной служит сам материал — окружающий порошок. Неизрасходованный материал используется повторно.
Получаемая на таком принтере модель заливается материалом формы, из которой затем выжигается в прокалочной печи. При выжигании выделяются горючие газы, которые необходимо нейтрализовать. Существует опасность засорения формы золой выгоревшей модели, потому материалы для ее изготовления берут с малой зольностью, в сотые доли процента.

Слева — полистирольная 3D-печатная модель, справа — отливка из алюминия
Sentrol SS600G
Sentrol SS600G — SLS 3D-принтер с областью построения 600х400х400 мм, печатающий со скоростью 26 см³/ч, точностью 300 мкм по XY и от 250 по Z.
SLA — Stereolithography Laser Apparatus — лазерная стереолитография
Процесс печати схож с SLS, только вместо порошкового материала — жидкий. УФ-лазер воздействует на материал, который избирательно и послойно отверждается.
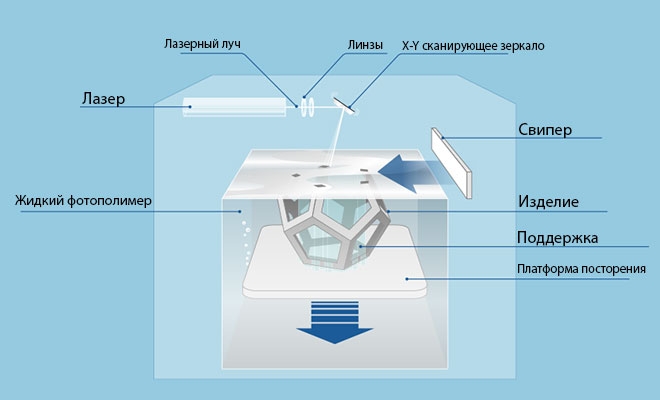
В качестве материала используются светочувствительные смолы и фотополимеры. Рабочая платформа опускается или поднимается (зависит от расположения источника света) и жидкость полимеризуется лазером в заданных точках. Неизрасходованный жидкий материал, как и в случае с порошками, может быть повторно использован для печати последующих моделей.
Процесс 3D-печати по технологии SLA.
Полученные модели имеют высокое качество поверхности, что позволяет обойтись без дальнейшей механической обработки.

Пластиковые стереолитографические модели рабочих колес для водомётных движителей (вверху слева), изготовленные по ним восковые модели (внизу слева) и готовая металлическая отливка (справа).

Слева — SLA-модель, справа — отливка из серебра.
Zrapid iSLA1100
230 грамм/час объекты размером до 600х1000х1000 мм.
DLP — Digital Light Processing
Для отверждения фотополимера используется DLP-проектор на чипах DMD. Это и является основным отличием от технологии SLA, где используется УФ-лазер. Еще одно отличие — слой проецируется целиком, все пиксели одновременно, а не рисуется лучом лазера, что ускоряет процесс.

DMD-чип с двумя микрозеркалами.
Модели, напечатанные на таком принтере, требуют удаления поддержек и обработки ультрафиолетом. То есть, постобработка для полученных по такой технологии моделей не отличается от тех, которые печатают по технологии SLA.
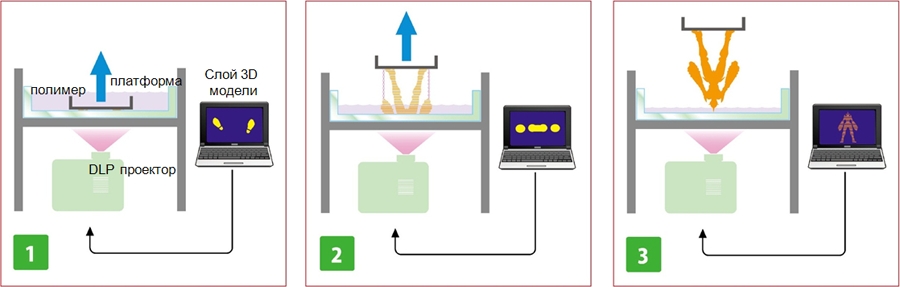
Процесс печати по технологии DLP.
Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя.
DLP-печать позволяет получить модель быстрее, но с менее гладкой поверхностью, чем на SLA-принтере.

SLA (слева) и DLP (справа).

Различие детализации при печати по SLA-технологии и DLP-технологии.
FlashForge Hunter DLP
FlashForge Hunter DLP — DLP-принтер с толщиной слоя в 25-50 мкм и областью печати 120х67,5х150 мм.

Напечатанная модель и готовое изделие, изготовлены с помощью принтера FlashForge Hunter DLP.
Voxeljet
Voxeljet — метод послойного склеивания пластикового порошка или песка, разработанный одноименной немецкой компанией. Его аналог — Binder Jet, работает только с песком.
Подобные 3D-принтеры появились в результате сочетания MJ- и SLS- технологий. Используя в качестве материала ПММА, можно получать выжигаемые модели. ПММА — полиметилметакрилат, если проще — измельченное оргстекло с фракцией 85 μm. Печатающая головка укладывает на рабочую платформу слой порошка толщиной от 100 до 150 микрон. Далее наносится связующее вещество, поверх которого снова укладывается слой порошка. Так процесс повторяется до полного изготовления необходимой модели. В случае с песком, мы получаем литьевую форму.

Как и в случае с SLA-технологией, Voxeljet-модель подойдёт для прецизионного литья.
Отливки по ПММА-моделям, без постобработки.
Voxeljet VX 1000
Voxeljet VX 1000 обеспечивает область печати 1060 х 600 х 500 мм, толщину слоя 100 мкм, точность в 0,3% и скорость до 36 мм/ч по вертикали.
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jet и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
Технология Binder Jet — нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии Binder Jet является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.
Процесс печати по технологии Binder Jet.
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
Принципиальное устройство принтера с технологией Binder Jet.




Формы для отливки, напечатанные по технологии Binder Jet.
Sentrol SB1000
3D-принтер Sentrol SB1000 печатает по технологии Binder Jet с толщиной слоя от 100 мкм, точностью по XY от 0,0625 мм и размером модели до 120х67,5х150 мм.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком — Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
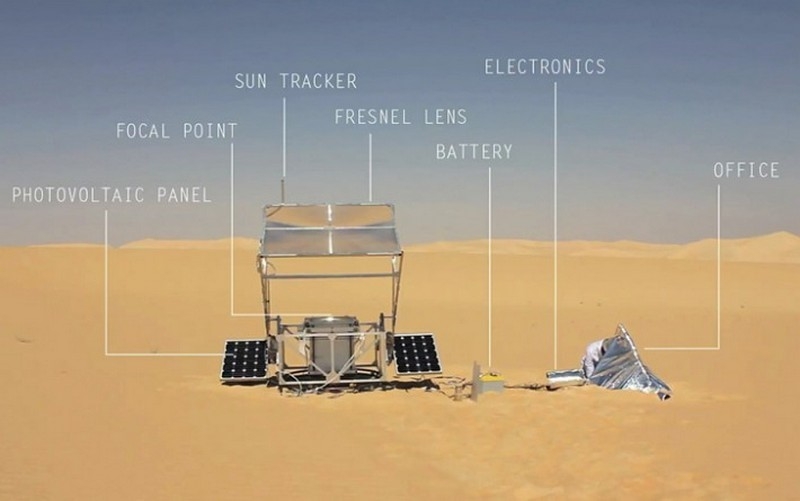
Если вы собираетесь печатать в пустыне, с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.
Процесс печати на солнечном 3D — принтере.
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности.
Внедрение 3D-печати делает процесс литья дешевле и быстрее, позволяет изготавливать модели и формы для литья со сложной геометрией и разнообразными габаритами, не теряя в точности получаемой отливки.
Для получения выплавляемых и выжигаемых моделей рекомендуется использовать принтеры, работающие по технологиям FDM(FFF), SLS, SLA/DLP, Voxeljet. Используемые материалы обладают низким процентом зольности, а печатать модели быстрее, чем изготавливать вручную или с помощью станка с ЧПУ.

Пример технологической цепочки для получения отливки с применением выплавляемой модели.
Для получения литейных форм подойдут технологии печати Binder Jet и SLS с подходящим для форм материалом.
Аддитивные технологии в литье применимы в тех случаях, когда необходимо максимально дешево и быстро получить мастер-модель или форму для будущей отливки, например — в конструкторских бюро и на опытных производствах. Применимы они и в серийном производстве — если микронная точность не требуется, разница в скорости и стоимости работ делает их куда привлекательнее механообработки на фрезере с ЧПУ.
Уже сейчас можно заказать отливку из металла или пластмассы и посмотреть на результат применения 3D-печати в литье.
Подобрать 3D-принтер для интеграции в литейное производство или оборудование для литейного цеха можно в Top 3D Shop.
Технология производства литейных форм методом послойной 3D-печати
Отечественное литейное производство является основной базой машиностроительного комплекса. Перспективы литейной отрасли определяются темпами развития машиностроения, потребностью в литых заготовках, динамикой их выпуска, уровнем развития литейных технологий и конкурентоспособностью отечественных предприятий
По данным последних лет, в России действует около 1250 предприятий, изготавливающих отливки, оборудование и сопутствующие материалы. Однако уровень автоматизации литейного производства в нашей стране крайне низок — 78% отливок выпускаются на механизированных линиях и машинах, а также вручную. В связи с этим разработка автоматизированных методов создания литейных форм становится одним из приоритетных направлений развития отрасли.
Проблема и решение
В транспортном машиностроении сегодня широко используются высокотехнологичные двигатели внутреннего сгорания. В их конструкцию входят сложные по форме и зачастую крупногабаритные блоки цилиндров и головки блоков цилиндров, которые изготавливаются российскими предприятиями по традиционным технологиям литья. Первая из них — литье в одноразовые формы, сделанные вручную с помощью физических мастер-моделей. Для этого требуется длинная технологическая цепочка изготовления мастер-модели, подготовки смеси, формовка и сушка частей формы, места для хранения моделей и так далее. Другая технология — литье в кокиль (металлическую форму) — очень затратна по времени (от 6 месяцев до 1–2 лет), трудоемка и экономически невыгодна, а кроме того, данный способ сопряжен с высоким риском брака при изготовлении кокиля. Оба подхода имеют технологические ограничения на сложность внутренней конфигурации отливки. Применяя перечисленные технологии, невозможно или крайне затруднительно выполнить сложные каналы охлаждения, оптимизировать конструкцию и снизить припуск на последующую обработку. Все это значительно ограничивает потенциал разработки новой продукции и осложняет выпуск новых моделей, увеличивает сроки выхода новинок на рынок и стоимость запуска в производство, что, в свою очередь, негативно сказывается на конкурентоспособности конечной продукции. Проблемы с невозможностью реализации наилучших расчетных конфигураций конструкции традиционными методами ведут к снижению эксплуатационных характеристик продукции.
В последнее время для преодоления технологических ограничений и ускорения сроков проектирования и производства мировые лидеры машиностроения активно внедряют аддитивные технологии. Создание литейных форм методами послойного синтеза позволяет обойти технологические ограничения традиционных способов и сократить производственную цепочку, отказавшись от таких операций, как изготовление мастер-модели из металла или композитных материалов, изготовление литниковой системы и прибылей, формовка частей формы (установка мастер-модели и литниковой системы в опоку и засыпка смесью). Это приводит к сокращению времени производства и снижению на порядок стоимости формы.
Для примера рассмотрим изготовление литейного стержня для формирования внутренних каналов охлаждения двигателя различными методами (рис. 1). Как видно из приведенного примера, стоимость изготовления формы с использованием разрабатываемой технологии на три порядка меньше, чем по любой другой технологии. Подобный экономический эффект достигается за счет того, что 3D-принтер создает литейную форму сразу по цифровой модели. Такая модель разбивается на слои и передается в 3D-принтер, в котором отвердитель наносится согласно цифровой модели литейной формы на предварительно подготовленный слой песчаной смеси. В результате в зоне построения создается отвержденная часть песчаной смеси, точно повторяющая цифровую модель.
| Изделие | Объем стержня | Материал | Линейные размеры стержня |
|---|---|---|---|
| Литейный стержень для формирования внутренних каналов охлаждения двигателя | 300 см 3 | удаляемый из отливки песок (гипс) | 300×216×85 мм |

Рис. 1. Сравнение методов изготовления литейного стержня
| Технология | SLA и SLS 3D-печать | Станок с ЧПУ | Песчано-полимерная 3D-печать |
|---|---|---|---|
| Стоимость, руб. | 46560 | 21560 | 45 |
| Время, дней | 9 | 24 | 1 |
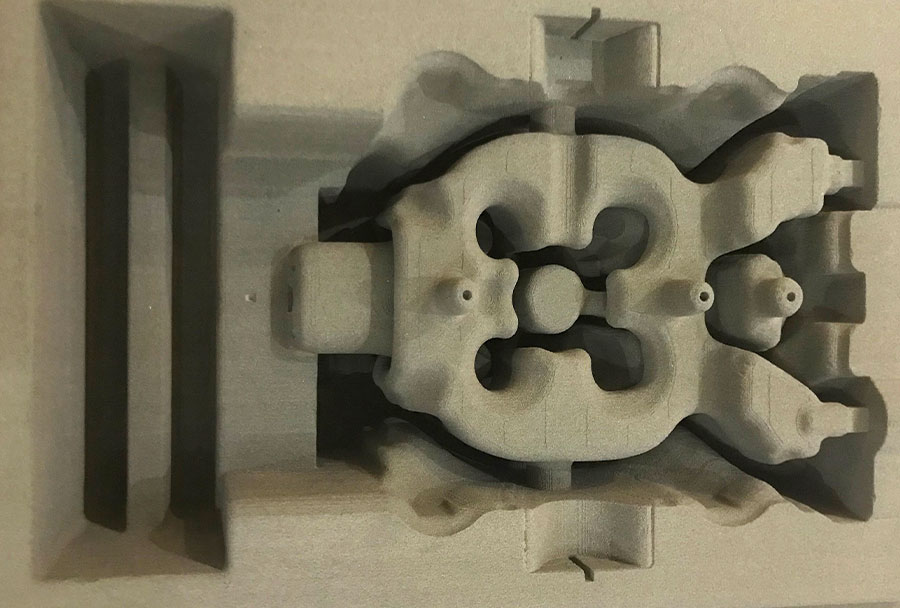
Рис. 2. Напечатанная форма для отливки блока головки цилиндров в сборе с литейными стержнями
Технологии печати, применяемые для производства литейных форм
Для производства литейных форм методом послойной печати предназначены технологии струйной печати и спекания плакированного песка.
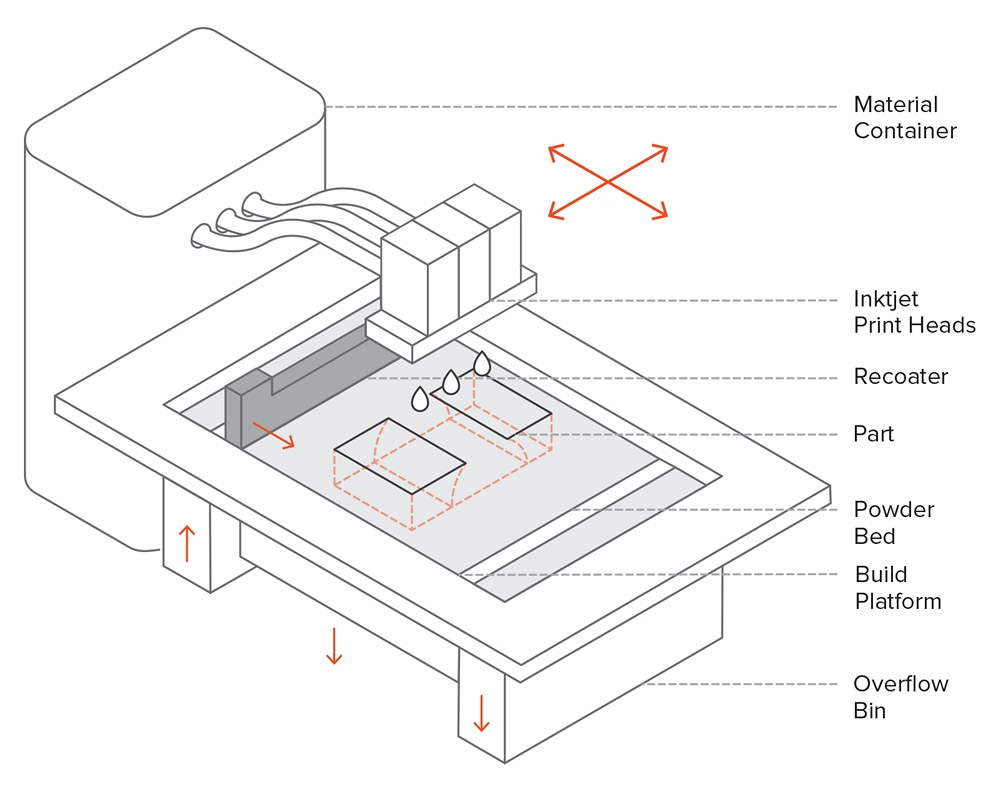
Технология струйной печати была разработана в Массачусетском технологическом институте (MIT, US) в начале 1990-х годов и носит название Binder Jetting (BJ) (ее принцип описан в пионерских патентах MIT под названием «3D printing techniques» US5204055 от 20.04.1993, US5340656 от 23.08.1993, US5387380 от 07.02.1995). Технология BJ представляет процесс послойного синтеза, в котором жидкий связующий агент избирательно осаждается для соединения частиц порошка. Печатающая головка наносит связующий материал на слой порошка в соответствующих участках. Рабочая камера опускается, и затем наносится следующий слой порошка, в который вновь добавляется связующий состав. Технология позволяет печатать крупные детали и зачастую более рентабельна других методов производства.
В технологии BJ применяют силикатный песок (преимущественно с фурановым связующим). Силикатный песок, получаемый из кристаллов кварца, — один из наиболее распространенных сортов песка, он широко используется, в том числе для создания пресс-форм и сердечников для промышленных отливок. Фурановое связующее не требует обжига является типичной традиционной основой в песчаных отливках, и его применение не требует внесения изменений в литейный процесс. Причем напечатанные формы сразу доступны для литья.
Также для печати могут использоваться керамические порошки, состоящие из силиката алюминия и обладающие отличными огнеупорными свойствами, высокой проницаемостью и низким тепловым расширением. Газы в них легко диспергируются, уменьшая потенциальную пористость при литье (создание таких газопроницаемых форм, в том числе с применением керамики, описано в патенте EP1773559 от 18.04.2007 «Gas permeable molds»). Формы, отпечатанные из таких керамических порошков, особенно рекомендуются для литья стальных сплавов или печатных сердечников, подверженных высоким термическим напряжениям.
К недостаткам известного решения следует отнести необходимость применения большого количества связующего вещества и активатора для получения достаточной прочности формы. Это ведет к большему выделению вредных веществ в рабочую зону при построении формы и при заливке металла, увеличивает газовыделение, что в свою очередь вызывает появление дефектов в отливке и увеличивает стоимость изготовления.

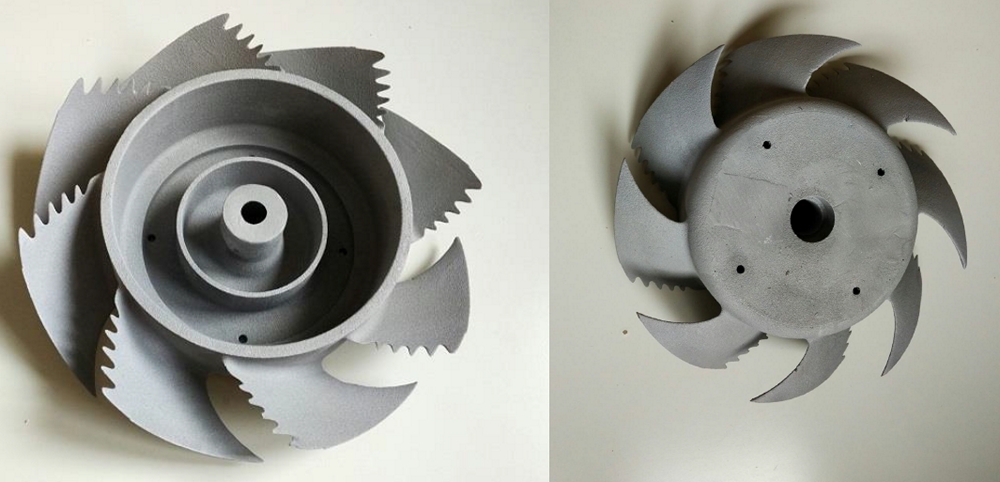
Рис. 3. Литейная форма для отливки гребного винта корабля и полученная отливка
Следует сравнить технологию струйной печати при производстве литейных форм с технологией лазерного спекания плакированного песка. В данном случае печать осуществляется за счет спекания песчинок, покрытых тонкой оболочкой смолы. Как и в случае струйной печати, песок наносится последовательно слоями, а каждый слой обрабатывается лазерным лучом. Главными параметрами для сравнения служат скорость построения и себестоимость получаемых форм. По скорости построения лазерные машины сильно уступают струйным. При одинаковых размерах зон построения скорость печати лазером в 10 раз ниже, чем струйной при толщине слоя, близкой к 200 мкм, что находится на грани возможностей технологии. Если толщина слоя находится в пределах 100 мкм, то скорость печати уменьшится еще больше и будет отставать от струйной печати почти в 20 раз. Таким образом, строить большие формы, размеры которых близки к 1 м или более, по этой технологии просто невозможно. Сравним теперь себестоимость формы, отбросив для простоты расчетов отчисления на амортизацию, стоимость рабочего времени и сопоставляя только стоимость песка. При струйной печати требования, предъявляемые к песку для печати, практически такие же, как и при классическом процессе с холодно-твердеющими смесями (ХТС). На практике это означает, что физико-химические свойства песка такие же, как при классическом процессе с ХТС. Однако для песка, используемого в принтерах, существуют более жесткие нормативы однородности. Если при ручной формовке размеры песчинок и их форма не имеют значения, то при работе с принтером необходим максимально однородный песок. Это требование критично для равномерного нанесения микроскопических слоев. Речь идет о толщинах, находящихся в пределах 200–500 мкм. Очевидно, что при такой величине размер песчинок становится соизмеримым с толщиной слоя и следует использовать однородный песок для лучшего распределения частиц по всему объему. Данное условие несколько удорожает песок, применяемый в 3D-печати, по сравнению с используемым при ручной формовке, но средняя стоимость за 1 тонну не превосходит 5 тыс. рублей. Стоимость же плакированного песка колеблется в пределах 170–340 тыс. рублей за 1 тонну, в зависимости от его марки. Таким образом, если сравнить стоимость плакированного и литейного песка для 3D-печати, то окажется, что плакированный песок дороже в 30–60 раз! Такая «космическая» стоимость делает производство литейных форм абсолютно неконкурентоспособным. Кроме того, в России подобный песок не производится, что накладывает дополнительные риски, связанные с регулярностью поставок, даже если бы эта технология стала применяться.
Отечественные 3D-принтеры для литейных производств
Установки с большой рабочей зоной для одновременной печати нескольких однотипных форм позволяют применять технологию песчано-полимерной печати для выпуска серийных и крупносерийных партий деталей. Кроме того, использование данной технологии реализует переход к цифровому производству.
Зарубежные технологии для создания песчано-полимерных литейных форм развиваются с 80-х годов XX века. Основными игроками в этой сфере являются компании ExOne и Voxeljet. Несмотря на ряд достоинств, машины этих фирм обладают и некоторыми недостатками, затрудняющими их проникновение на рынок:
- Высокое газовыделение при заливке металла с высокой температурой плавления в песчаные формы, что ограничивает использование установок при литье жаропрочных сталей и сплавов.
- Стоимость оборудования, которая в зависимости от размера камер может колебаться от одного до нескольких миллионов евро.
- Стоимость расходного материала и зависимость от его поставок. Отечественные материалы не могут заместить импортные в силу особенностей технологии, используемой в импортных установках.
Естественно, на фоне этих обстоятельств отечественные разработчики должны были задаться созданием принтера, способного конкурировать с западными аналогами. Так, в 2016 году наша компания ООО «Аддитивные технологии» разработала собственную технологию послойной печати, на которую были поданы две патентные заявки и получен приоритет. Через год уже был собран первый отечественный песчано-полимерный принтер АТ300. Он имел камеру построения 500×300×300 мм (X, Y, Z) и обеспечивал рост слоя толщиной 3,2 см/ч, что соответствовало скорости построения 4800 см3/ч, или 45 с на один слой по вертикали (координата Z). Скорость, прямо скажем, не высокая, но для первой модификации вполне подходящая. Запуск первой модели АТ300 позволил отточить все аспекты технологии, а также отработать систему управления печатью.
Система состоит из двух основных блоков: управление приводами и управление непосредственно печатью (движение головок, впрыск связующего). Усовершенствования системы, достигнутые в результате опытных работ, позволили сократить время нанесения песка и печати одного слоя до 20 с, что обеспечивает рост 7,2 см/ч. Мы предпочитаем говорить именно об абсолютной скорости роста по вертикальной оси, поскольку объем построения зависит от горизонтальных размеров самой камеры. Так, для одной и той же вертикальной скорости, скажем 7,2 см/ч, получаются различные значения для камер с разными горизонтальными размерами (X, Y) 300×500 мм и 700×700 мм. Значения объемов построения в этом случае будут 10 800 и 35 200 см3/ч соответственно. При еще больших размерах камер получаются еще большие значения объемов при равной вертикальной скорости роста. Таким образом, к 2018 году увидела свет обновленная установка АТ300 с прежними линейными размерами 500×300×300 мм (X, Y, Z), но значительно (более чем в два раза) ускоренная, обладающая скоростью построения 7,2 см/ч, или, другими словами, 10 800 см3/ч.

Рис. 4. Установка АТ300
Параллельно с усовершенствованием АТ300 велась работа по созданию принципиально новой установки АТ700, в основе действия которой лежат те же принципы, что и у АТ300, однако она имеет ряд коренных отличий от младшей модели. Во-первых, АТ700 оснащена системой автоматической подачи песка. Если АТ300 предполагает ручную засыпку песка в бункер построения после предварительного ручного смешивания с катализатором, то в АТ 700 песок подается автоматически в бункер замеса, где происходит впрыскивание катализатора и размешивание его в массе песка. Затем песок из бункера замеса автоматически подается в рабочий портал, который, двигаясь в горизонтальном направлении, обеспечивает послойное нанесение песка. Данный процесс повторяется по мере того, как заканчивается песок.

Рис. 5. Установка АТ700
Второе существенное отличие — АТ700 предполагает сменный бункер построения. После окончания цикла печати бункер, в котором проводилось построение форм, можно выкатить, открыв боковые дверцы, а вместо него поставить пустой бункер и начать следующий цикл печати. Пока машина строит очередную партию форм, можно заняться выемкой и очисткой уже построенных изделий. Такая технология значительно экономит время и позволяет печатать формы практически непрерывно. Третьим отличием установки АТ700 является оснащенность четырьмя головками (у АТ300 — одна) и измененная версия системы управления печатью. АТ700 обеспечивает вертикальную скорость печати 7,2 см/ч, что соответствует 35200 см3/ч.
Четвертое — процесс печати на АТ700 полностью автоматизирован. На входе имеется STL-файл, загружаемый в компьютер принтера. Далее автоматика разбивает файл на слои, подает их на систему управления, определяет необходимое количество катализатора и смолы, время замеса песка и оптимизирует процесс построения. Управление принтером осуществляется как с выносной консоли принтера, так и по удаленному доступу через Wi-Fi.
Таким образом, по техническим характеристикам АТ700 становится серьезным конкурентом западным образцам подобного оборудования (уже упомянутым VoxelJet и ExOne). При этом наши принтеры на 90% состоят из российских комплектующих, что делает их стоимость в несколько раз ниже импортных аналогов, а использование отечественных расходных материалов позволяет добиться себестоимости форм в пределах 100 рублей за 1 кг или даже меньше при условии оптимальной заполняемости камеры построения.
В качестве примера можно привести тендер 2018 года на производство и поставку песчано-полимерного принтера для Магнитогорского металлургического комбината. Помимо ООО «Аддитивные технологии» в отборе принимали участие дистрибьютор зарубежной компании VoxelJet, а также несколько компаний, продвигающих на рынке технологию печати литейных форм из плакированного песка. На первом этапе тендера проходил выбор технологии путем сравнения основных параметров: скорости построения и себестоимости форм. Поскольку технология спекания плакированного песка отстает по скорости построения от песчано-полимерной технологии более чем в 10 раз, а стоимость 1 тонны плакированного песка почти в 30 раз дороже стоимости песка, применимого для BJ, то выбор естественным образом пал на технологию послойной полимеризации, лежащую в основе отечественных принтеров. Сравнение остальных технико-экономических параметров привело к выбору компании «Аддитивные технологии» в качестве победителя тендера.
В настоящее время линейка принтеров для производства песчано-полимерных форм от компании ООО «Аддитивные технологии» насчитывает четыре модели: АТ300, АТ700, АТ1000 и АТ2000. Номер коррелируют с размером камер построения: модель АТ300 имеет размеры (X, Y, Z) 500×300×300 мм, модель АТ700 — 700×700×450 мм, модель АТ1000 — 1000×1000×450 мм, модель АТ2000 — 2000×(1000–2000)×700 мм. Все модели имеют примерно одинаковую скорость построения по вертикали, колеблющуюся в пределах 7–9 см/ч, что обеспечивает объем построения до 250 000 см3/ч у старших моделей.
Маркетинговое исследование ведущих компаний (консультации с главными технологами, директорами по инновационному развитию, техническими директорами), имеющих постоянную потребность в литье, позволило сделать вывод, что многие предприятия проводят реконструкцию литейного производства, ориентируясь на новые технологические процессы, материалы и перспективное оборудование. Основная цель реконструкции — расширение объемов производства, повышение качества изделий, отвечающих современным требованиям заказчика, снижение сроков изготовления и себестоимости продукции, а также улучшение экологической ситуации и условий труда.
С учетом активного технического перевооружения промышленности (общий объем программ на предприятиях ОПК превышает 1 трлн рублей) и внешнеполитических процессов предполагается высокий спрос на отечественные технологии и сырьевую базу. Ожидается наличие спроса и со стороны малых предприятий, ориентирующихся на мелкосерийное производство литьевых изделий, а также инжиниринговых компаний, занимающихся разработкой конструкций литьевых изделий и литьевой оснастки. Предлагаемые аддитивные технологии позволяют потенциальным пользователям сократить издержки и сроки разработки изделий.

Антон Шаронов, главный технолог, компания «Диполь»
В условиях активного развития аддитивных технологий в мире можно выделить тенденцию внедрения 3D-принтеров в сектор индивидуальных, узкоспециализированых машин. На этом фоне особенно выигрышно выглядят принтеры для получения песчано-полимерных форм. Их востребованность связана с тем, что в мировой металлургии неизменно присутствует сегмент производства изделий небольшим тиражом (опытные партии, отработка технологий, проверки проектирования — эти случаи предполагают изготовление одного или нескольких изделий). Надо отметить, что производство и проектирование оснастки при выпуске тиражом до 50 единиц почти никогда не окупали своей стоимости, но с появлением аддитивных технологий решение подобных «единичных» задач перестало быть убыточным, а скорость исполнения проектов выросла в разы. Не секрет, что выпуск металлического изделия по стандартной технологии на современном отечественном предприятии занимает более шести месяцев. С внедрением в технологический процесс 3D-принтеров эти сроки сократились до двух-трех недель.
Сегодня принтеры для получения песчано-полимерных форм изготавливаются во многих странах мира. Первенство принадлежит немецким производителям ExOne и Voxeljet. Изначально это была одна компания, по замыслу руководства разделенная на две: первая должна была заниматься оборудованием для получения песчано-полимерных форм, вторая ориентировалась на технологии для выплавляемых моделей. Что характерно, в итоге обе в настоящее время работают в одном сегменте. Использование оборудования данных производителей на территории России связано с рядом сложностей. И хотя проблема применения российских материалов в этих машинах многими предприятиями уже решена, но по-прежнему остро стоит вопрос стоимости запчастей и сервисного фирменного обслуживания, которое в нашей стране попросту не налажено. В этой ситуации тем более следует обратить внимание на отечественные разработки или предложения юго-восточных производителей. Выбор оборудования и представителей растет очень быстро. И уже скоро отзывы специалистов и пользователей помогут сформировать объективное мнение о качестве и возможностях таких машин. Пока же можно с уверенностью заключить, что все крупные предприятия отрасли рассматривают возможности использования 3D-принтеров для получения песчано-полимерных форм в своих металлургических и литейных цехах.
§ 12. ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ
Основные технологические циклы в литейном производстве
Производство отливок — сложный многостадийный процесс с многократным перемещением большого количества различных материалов, смесей, стержней, форм, модельно-опочной оснастки, отливок, отходов и др.
Можно выделить несколько главных потоков, обеспечивающих реализацию следующих технологических циклов (рис. 1):
- подготовка формовочных материалов и приготовление смесей;
- изготовление форм и стержней;
- подготовка шихтовых материалов, получение жидкого металла и заливка его в формы;
- выбивание, очистка и окончательная обработка отливок. Сумма последовательных технологических циклов определяет производственный цикл изготовления отливок.
Подготовка формовочных материалов и приготовление смесей
Формовочные и стержневые смеси составляются в большинстве случаев из свежих песчано-глинистых формовочных материалов, регенерата, оборотной смеси и различных добавок. Процесс приготовления смесей включает:
- разгрузку, складирование и подготовку свежих песчано-глинистых материалов и добавок;
- подготовку оборотной формовочной смеси;
- регенерацию отработанных смесей;
- приготовление смесей.

Рис. 1. Схема технологического процесса изготовления отливок в песчаных формах
Свежие пески и необходимые добавки подготавливаются на складах формовочных материалов, где производятся сушка, охлаждение и просеивание кварцевых песков; резка, сушка и измельчение глины; размалывание каменного угля; измельчение и просеивание высокоогнеупорных материалов (магнезита, циркона и др.); приготовление жидких связующих материалов, глиняных суспензий и др.
Подготовка оборотной смеси заключается в просеивании, магнитной сепарации, охлаждении и гомогенизации, т.е. придании ей однородности по содержанию влаги и температуре.
Регенерация отработанных смесей — это восстановление зернового состава смеси и активация поверхности зерен песка.
Приготовление смесей включает дозирование исходных материалов, их смешивание, выдержку смеси и ее разрыхление. Оборудование, применяемое для этого, можно разделить на следующие группы:
а) оборудование для складирования и подготовки формовочных материалов;
б) оборудование для подготовки оборотных смесей;
в) смесеприготовительное оборудование;
г) транспортное оборудование.
Установка для сушки песка в потоке горячего воздуха изображена на рис. 2. Сырой песок из расходного бункера 10 при помощи дискового 9 и ленточного 8 питателей подается в сушильную трубу 1, температура в которой достигает 500 °C. Разрежением, создаваемым вентилятором 4, сырой песок увлекается вверх со скоростью 15… 17 м/с и, проходя по трубе, в горячем газе быстро высыхает. Установка снабжена батарейным циклоном-осадителем 2 и скруббером 3 для сбора пыли. Из циклона-осадителя высушенный песок поступает в бункер 6, из которого подается на вибрационное сито 5, где просеивается и частично охлаждается. В качестве источника тепла рекомендуется использовать газ, подводимый к горелкам 7.
Влага с поверхности зерен удаляется тем быстрее, чем выше температура и скорость воздуха, омывающего частицы материала.

Рис. 2. Установка для сушки песка в потоке воздуха: 1 — сушильная труба; 2 — батарейный циклон-осадитель; 3 — скруббер для сбора пыли; 4 — вентилятор; 5 — вибрационное сито; 6 — бункер; 7 — горелка; 8 — ленточный питатель; 9 — дисковый питатель; 10 — расходный бункер Рис. 2. Установка для сушки песка в потоке воздуха
Этот метод позволяет реализовать многие преимущества пневматического транспорта: возможность совмещения по времени сушки и транспортирования, а также одновременного обеспыливания песка, компактность установки и др.
bredent-техника литья. Дентальное литье — точность
лагодаря высокой степени гидрофильности гипса, как связующего вещества, можно получить более однородную формовочную смесь, используя различное количество жидкости. Это позволяет применять ее для формовки поверхностей любого качества без образования трещин.
Кварц и кристобалит — это основные компоненты формовочной смеси с фосфатным связующим. В этом случае гипс, как составная часть связки, заменяется фосфатами. Кварц, кристобалит, кислый фосфат аммония и жженую магнезию смешивают до получения гомогенного состояния.
Изменяя консистенцию используемых компонентов смеси, производитель может изменять качества формовочной массы и, таким образом, удовлетворять разнообразные требования.
Варьируя количество используемой жидкости, при гипсовой связке формовочной смеси можно достичь более точной регулировки расширения, чем при применении фосфатной связки кварца и кристобалита.
Фосфаты обладают очень незначительным смачиванием: малые порции жидкости не позволяют смешать формовочную массу гомогенно, в то же время при увеличении количества связующего не возникает никакого дополнительного контактного соединения.
Из-за этого литейные формы рвутся и образуют шероховатую поверхность отливки. Чтобы соотношение связующего компонента и порошка изменялось незначительно, в качестве жидкости для смешивания используют кремниевый золь.
При комнатной температуре 20 ° C плотность кремниевого золя составляет 1,4 г/см3 , что превышает плотность воды (1,0 г/см3). Высокая плотность кремниевого золя повышает коэффициент расширения смеси, способствуя улучшению кристаллизации и качества формы при затвердевании.
Плотность концентрированного кремниевого золя уменьшается при добавлении к нему дистиллированной воды, и, как следствие, уменьшается расширение смеси. Таким образом, на тепловое расширение можно влиять даже при использовании формовочной массы с фосфатным связующим.

В качестве связующего вещества и жидкости для смешивания формовочной массы на основе кварца и кристобалита используется смесь этилсиликата и соляной кислоты, как основной связующий материал.
Порошок формовочной смеси состоит только из кварца и кристобалита. Оба компонента равномерно перемешаны. Расширение формовочной массы определяется производителем в зависимости от процентного состава (%, по массе) между частями кварца и кристобалита и зависит исключительно от нагрева.
Изменение термического расширения в зависимости от требований и специфики невозможно, для каждого необходимого расширения нужна другая формовочная масса. Затвердевание жидкой формовочной смеси с образованием литейной полости происходит в процессе нагрева.
Во время преобразования кварца и кристобалита этилсиликат, активированный соляной кислотой, в процессе кристаллизации связывает формовочную массу. Связующие вещества формовочной смеси не рекомендуется постоянно хранить в зуботехнической лаборатории.
Приоритет необходимо отдать состоянию здоровья зубного техника, а не условиям хранения формовочной массы. Пары кислоты, входящей в состав связующего компонента, могут изменить состав воздуха в помещении и превысить гигиенические нормы.






Дробильно-размольное оборудование для подготовки формовочных материалов
В зависимости от степени измельчения материала дробильно-размольные машины разделяют на дробилки и мельницы. По конструкции и принципу действия различают дробилки (щековые, валковые, молотковые) и мельницы (шаровые, молотковые, вибрационные и др.).
Механическое дробление может осуществляться:
- раздавливанием;
- изломом, при котором материал разрушается в результате изгиба;
- истиранием кусков материала какой-либо скользящей поверхностью;
- раскалыванием;
- ударом.
Валковые дробилки применяются в литейных цехах для мелкого и среднего дробления карьерной глины, сухих бракованных стержней, отработанных смесей и др. В них материал измельчается между вращающимися навстречу друг другу валками. На рис. 3 показана валковая дробилка, у которой один из валков 3 может перемещаться относительно рамы 1, сжимая пружину 2. Степень измельчения в валковых дробилках регулируется изменением зазора d между двумя валками с помощью сменных прокладок 6, которые имеют разную толщину.

Рис. 13. Валковая дробилка: 1 — рама; 2 — пружина; 3 — валок; 4 — бункер; 5 — измельчаемый материал; 6 — сменные прокладки
Формовочная или стержневая смесь приготавливается в результате нескольких операций: перемешивания компонентов смеси, увлажнения и разрыхления в смесеприготовительных комплексах (рис. 4).
Перемешивание осуществляется в смесителях. Это могут быть бегуны с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозаторов. Готовую смесь выдерживают в бункерах-отстойниках в течение 2…5 часов для распределения влаги и образования водных оболочек вокруг глинистых частиц, после чего разрыхляют и подают на формовку.

Рис. 4. Смесеприготовительный комплекс: 1 — смеситель; 2 — весовой бункер-дозатор сухих компонентов на 70 кг; 3 — вихревой смеситель; 4 — рама; 5 — шнековый питатель; 6 — весовой бункер- дозатор жидких компонентов на 55 кг; 7 — весовой бункер-дозатор на 1200 кг; 8 — шнековый питатель; 9 — автоматизированное рабочее место лаборанта; 10 — пневмо- и электрооборудование
Приготовление формовочных смесей
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов, для распределения влаги и образования водных оболочек вокруг глинистых частиц.
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь боле высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость – способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Модельный комплект–
приспособления, включающие литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, контрольные и сборочные шаблоны.
Литейная модель–
приспособление, с помощью которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Применяют модели разъемные и неразъемные, деревянные, металлические и пластмассовые.
Размеры модели больше размеров отливки на величину линейной усадки сплава.
Модели деревянные (сосна, бук, ясень), лучше изготавливать не из целого куска, а склеивать из отдельных брусочков с разным направлением волокон, для предотвращения коробления.
Достоинства: дешевизна, простота изготовления, малый вес. Недостаток: недолговечность.
Для лучшего удаления модели из формы ее окрашивают: чугун – красный, сталь – синий.
Металлические модели характеризуются большей долговечностью, точностью и чистой рабочей поверхностью. Изготавливаются из алюминиевых сплавов – легкие, не окисляются, хорошо обрабатываются. Для уменьшения массы модели делают пустотелыми с ребрами жесткости.
Модели из пластмасс устойчивы к действию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу.
Стержневой ящик–
формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Изготавливают из тех же материалов, что и модели. Могут быть разъемными и неразъемными (вытряхными), а иногда с нагревателями.
Изготовление стержней может осуществляться в ручную и на специальных стержневых машинах.
Модельные плитыформируют
разъем литейной формы, на них закрепляют части модели. Используют для изготовления опочных и безопочных полуформ.
Для машинной формовки применяют координатные модельные плиты и плиты со сменными вкладышами (металлическая рамка плюс металлические или деревянные вкладыши).
Изготовление литейных форм
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве
Шаблон – профильная доска. Изготовление формы для шлаковой чаши (рис. 5.4.а.) показано на рис. 5.4.
Рис.5.4. Шаблонная формовка
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 5.4.в.) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 5.4.г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, сжимая слой смеси, равный толщине стенки отливки (рис. 5.4.д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 5.4.е). В готовую литейную форму заливают расплавленный металл.
Формовка в кессонах.
Формовкой в кессонах получают крупные отливки массой до 200 тонн.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок) и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины: прессовые, встряхивающие и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис. 5.5.а) уплотняющее давление действует сверху. Используют наполнительную рамку.
При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис. 5.5.б). Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает.
Рис. 5.5. Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б — встряхиванием
Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке. Полуформу снимают с модели. При заливке металла пленка сгорает, образуя противопригарное покрытие.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ковша (1000…1500 мин–1) формовочная смесь выбрасывается в опоку со скоростью 30…60 м/с. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 5.6).
Рис. 5.6. Изготовление безопочных литейных форм
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок, формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси.
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей.
Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают.
Ручная формовка осуществляется в стержневых ящиках. В готовых стержнях выполняют вентиляционные каналы. Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки или литого чугуна.
Готовые стержни подвергаются сушке при температуре 200…230 0С, для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси
Часто стержни изготавливают на пескодувных машинах. При использовании смесей с синтетическими смолами, стержни изготавливают в нагреваемой оснастке.
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом.
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Для плавления чугуна и стали, в качестве исходных материалов применяют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения температуры плавления и образования шлаков – флюсы (известняк).
Чугуны, в основном, выплавляют в вагранках. В последнее время развивается плавка в электрических печах, а также дуплекс-процесс, в особенности, вариант вагранка – индукционная печь.
Плавку стали ведут в электродуговых, индукционных и плазменно-индукционных печах.
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Для плавления применяют индукционные печи промышленной частоты, электрические печи сопротивления. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Сборка и заливка литейной формы
Сборка литейной формы
включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления:: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок; при высокой температуре металл больше насыщен газами, сильнее окисляется, возможен пригар на поверхности отливки.
Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение, выбивка и очистка отливок
отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом,
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки освобождаются от формовочной смеси. Выбивку стержней осуществляют вибрационно-пневматическими и гидравлическими устройствами.
отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ.
Осуществляется пневматическими зубилами, ленточными и дисковыми пилами, при помощи газовой резки и на прессах.
После обрубки отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников. Выполняют зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
отливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок.
Осуществляется в галтовочных барабанах периодического или непрерывного действия (для мелких отливок), в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
Специальные способы литья
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие.
Эти способы позволяют получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключают ее, что обеспечивает высокую производительность труда. Каждый специальный способ литья имеет свои особенности, определяющие области применения.
Литье в оболочковые формы
Литье в оболочковые формы
— процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Технологические операции формовки при литье в оболочковые формы представлены на рис.6.1.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C.
Затем плиту 1
закрепляют на опрокидывающемся бункере
2
с формовочной смесью
3
(рис. 6.1. а) и поворачивают на 180 0 (рис. 6.1.б). Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки
4,
толщиной 5…15 мм. Бункер возвращается в исходное положение (рис. 6.1. в), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой
4
снимается с бункера и прокаливается в печи при температуре 300…350 ?C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей
5
(рис.6.1.г). Аналогичным образом получают вторую полуформу.
Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
Рис 6.1. Технологические операции формовки при литье в оболочковые формы
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 6
и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры
7
и засыпают чугунной дробью
8
(рис.6.1.д).
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Литье по выплавляемым моделям
Литье по выплавляемым моделям
– процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Технологические операции процесса литья по выплавляемым моделям представлены на рис. 6.2.
Выплавляемые модели изготавливают в пресс-формах 1
(рис. 6.2.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель
2
(рис. 6.2.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3
(рис. 6.2.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3
в специальную жидкую огнеупорную смесь
5,
налитую в емкость
4
(рис.6.2.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды (рис. 6.2.д)
Рис.6.2. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Литье в металлические формы
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали.
Литье в кокиль
– изготовление отливок из расплавленного металла в металлических формах-кокилях.
Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
Схема получения отливок в кокиле представлена на рис. 6.3.
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1
, двух симметричных полуформ
2
и
3
и металлического стержня
4
, предварительно нагретую до 150…180 ?C покрывают из пульверизатора
5
слоем огнеупорного покрытия (рис. 6.3.а) толщиной 0,3…0,8 мм. Покрытие предохраняет рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой.
Покрытия приготовляют из огнеупорных материалов (тальк, мел, графит), связующего материала (жидкое стекло) и воды.
Рис. 6.3 Технологические операции изготовления отливки в кокиль
Затем с помощью манипулятора устанавливают песчаный стержень 6
, с помощью которого в отливке выполняется полость (рис.6.3.б).
Половинки кокиля соединяют и заливают расплав. После затвердевания отливки 7
(рис. 6.3.в) и охлаждения ее до температуры выбивки кокиль раскрывают (рис.6.3.г) и протягивают вниз металлический стержень
4
. Отливка
7
удаляется манипулятором из кокиля (рис.6.3.д).
Отливки простой конфигурации изготовляют в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом. При изготовлении сложных отливок применяют кокили с комбинированным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном), сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины.
Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
Изготовление отливок центробежным литьем
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежным литьем изготовляют отливки в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной и вертикальной осью вращения.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом.
На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 0C.
Схемы процессов изготовления отливок центробежным литьем представлены на рис.6.4.
Рис.6.4. Схемы процессов изготовления отливок центробежным литьем
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 6.4.а) металл из ковша 4
заливают во вращающуюся форму
2
, укрепленную на шпинделе
1
, который вращается от электродвигателя.
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 3
Отливки имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев.
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью вращения (рис. 6.4.б) изложницу 2
устанавливают на опорные ролики
7
и закрывают кожухом
6
. Изложница приводится в движение электродвигателем
1.
Расплавленный металл из ковша
4
заливают через желоб
3
, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки
5
. Для образования раструба трубы используют песчаный или оболочковый стержень
8
. После затвердевания металла готовую отливку извлекают специальным приспособлением.
Скорость вращения формы зависит от диаметра отливки и плотности сплава, определяется по формуле:
где: – плотность сплава; – внутренний радиус отливки.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Недостаток: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Преимущества – получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза).
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
Cпециальные способы литья (
Особенности изготовления отливок из различных сплавов
Дефекты отливок и их исправление
Специальные способы литья
Литье под давлением
Литьем под давлением
получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением.
Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
На машинах с горизонтальной холодной камерой прессования (рис. 7.1) расплавленный металл заливают в камеру прессования 4
(рис. 7.1.а). Затем металл плунжером
5,
под давлением 40…100 МПа, подается в полость пресс-формы (рис.7.1.б), состоящей из неподвижной
3
и подвижной
1
полуформ. Внутреннюю полость в отливке получают стержнем
2
. После затвердевания отливки пресс-форма раскрывается, стержень
2
извлекается (рис. 7.1.в) и отливка
7
выталкивателями
6
удаляется из рабочей полости пресс-формы.
Рис.7.1. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования
Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
На машинах с горячей камерой прессования (рис. 7.2) камера прессования 2
расположена в обогреваемом тигле
1
с расплавленным металлом. При верхнем положении плунжера
3
металл через отверстие
4
заполняет камеру прессования. При движении плунжера вниз отверстие перекрывается, сплав под давлением 10…30 МПа заполняет полость пресс-формы
5
. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями
6
.
Получают отливки из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг.
Рис.7.2. Схема изготовления отливки на машинах с горячей камерой прессования
При литье под давлением температура заливки сплава выбирается на 10…20 0C выше температуры плавления.
Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, за счет тщательного полирования рабочей полости пресс-формы, без механической обработки или с минимальными припусками, с высокой производительностью процесса.
Недостатки: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки.
Изготовление отливок электрошлаковым литьем
Сущность процесса электрошлакового литья заключается в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе).
При этом операции расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени.
Схема изготовления отливок электрошлаковым литьем представлена на рис. 7.3.
Рис.7.3. Схема изготовления отливок электрошлаковым литьем
В качестве расходуемого электрода используется прокат. В кристаллизатор 6
заливают расплавленный шлак
4
(фторид кальция или смесь на его основе), обладающий высоким электро- сопротивлением. При пропускании тока через электрод
7
и затравку
1
выделяется значительное количество теплоты, и шлаковые ванна нагревается до 1700 ?C, происходит оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну
3
. Она в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов отливку
2
. Внутренняя полость образуется металлической вставкой
5
.
Расплавленный шлак способствует удалению кислорода, снижению содержания серы и неметаллических включений, поэтому получают отливки с высокими механическими и эксплуатационными свойствами.
Изготавливаются отливки ответственного назначения массой до 300 тонн: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых двигателей, корпуса сосудов сверхвысокого давления, ротора турбогенераторов.
Изготовление отливок непрерывным литьем
При непрерывном литье
(рис. 7.4) расплавленный металл из металлоприемника
1
через графитовую насадку
2
поступает в водоохлаждаемый кристаллизатор
3
и затвердевает в виде отливки
4
, которая вытягивается специальным устройством
5
. Длинные отливки разрезают на заготовки требуемой длины.
Используют при получении отливок с параллельными образующими из чугуна, медных, алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.
Рис. 7.4. Схема непрерывного литья (а) и разновидности получаемых отливок (б)
Особенности изготовления отливок из различных сплавов
Преобладающее количество отливок из серого чугуна изготовляют в песчаных формах. Отливки получают ,как правило, получают без применения прибылей.
При изготовлении отливок из серого чугуна в кокилях, в связи с повышенной скоростью охлаждения при затвердевании, начинает выделяться цементит – появление отбеливания. Для предупреждения отбела на рабочую поверхность кокиля наносят малотеплопроводные покрытия. Кокили перед работой их нагревают, а чугун подвергают модифицированию. Для устранения отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы, гильзы, втулки) получают центробежным литьем.
Отливки из высокопрочного чугуна преимущественно изготовляют в песчаных формах, в оболочковых формах, литьем в кокиль, центробежным литьем. Достаточно высокая усадка чугуна вызывает необходимость создания условий направленного затвердевания отливок для предупреждения образования усадочных дефектов в массивных частях отливки путем установки прибылей и использования холодильников.
Расплавленный чугун в полость формы подводят через сужающуюся литниковую систему и, как правило, через прибыль.
Особенностью получения отливок из ковкого чугуна является то, что исходный материал – белый чугун имеет пониженную жидкотекучесть, что требует повышенной температуры заливки при изготовлении тонкостенных отливок. Для сокращения продолжительности отжига чугун модифицируют алюминием, бором, висмутом. Отливки изготавливают в песчаных формах, а также в оболочковых формах и кокилях.
Стальные отливки
Углеродистые и легированные стали – 15Л, 12Х18Н9ТЛ, 30ХГСЛ, 10Х13Л, 110Г13Л – литейные стали.
Литейные стали имеют пониженную жидкотекучесть, высокую усадку до 2,5%, склонны к образованию трещин.
Стальные отливки изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем.
Для предупреждения усадочных раковин и пористости в отливках на массивные части устанавливают прибыли, а в тепловых узлах – используют наружные или внутренние холодильники. Для предупреждения трещин формы изготавливают из податливых формовочных смесей, в отливках предусматривают технологические ребра.
Подачу расплавленного металла для мелких и средних отливок выполняют по разъему или сверху, а для массивных – сифоном. В связи с низкой жидкотекучестью площадь сечения питателей в 1,5…2 раза больше, чем при литье чугуна.
Для получения высоких механических свойств, стальные отливки подвергают отжигу, нормализации и другим видам термической обработки.
Алюминиевые сплавы
Основные литейные сплавы – сплавы системы алюминий – кремний (силумины)
Силумины (АЛ2, АЛ4,
Дата добавления: 2016-09-26; просмотров: 4475; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
Оборудование машинной формовки
В практике литейного производства применяют три основных способа машинной формовки: в парных опоках, в стопках и безопочный.
Первым способом форму изготавливают из двух половин — полуформ. Каждую полуформу (верхнюю и нижнюю) подготавливают в своей опоке, чаще всего на отдельной машине (автомате). После установки стержней полуформы соединяют попарно (устанавливают верхнюю на нижнюю) и перед заливкой скрепляют между собой.
При стопочной формовке часто в одной опоке совмещают верхнюю и нижнюю полуформы. Устанавливая опоки одну на другую в стопку, получают блок форм, которые заливают через один общий литниковый стояк. Изготавливают стопку форм на одной машине-автомате.
При безопочной формовке опок не требуется. Изготовливают- ся безопочные формы чаще всего на одной машине-автомате.
Изготовление форм и стержней. Условия и методы уплотнения формовочной смеси
Целью уплотнения формовочной смеси является достижение такой ее плотности и прочности, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Существует много методов уплотнения смеси в опоках:
- ручная набивка опок при помощи трамбовок;
- встряхивание с последующим уплотнением верхних слоев формы;
- встряхивание с одновременным прессованием (рис. 5);
- прессование;
- прессование с одновременной вибрацией;
- надув;
- надув с последующим прессованием;
- пескометная набивка.
Существует также ряд специальных методов уплотнения форм.
В соответствии с методами уплотнения формовочные машины можно разделить на следующие группы:
- встряхивающие;
- встряхивающе-прессовые;
- прессовые;
- вибропрессовые;
- пескодувно-прессовые;
- пескодувные (пескострельные);
- пескометы;
- импульсные.

Рис. 5. Вибропрессовая формовочная машина модели 226: 1 — штифтоподъемный механизм; 2 — прессовый поршень; 3 — плунжер вибратора; 4 — стол; 5 — станина-колонка; 6 — прессовая траверса; 7 — коленный клапан
По методу извлечения модели из формы различают машины со штифтовым подъемом, с протяжной рамкой, с поворотом полу- формы на 180°.
По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные, двухпозиционные челночные, многопозиционные проходного типа, многопозиционные карусельного типа; по степени автоматизации — на неавтоматические и полуавтоматические; по виду привода — на пневматические, гидравлические, пневмогидравлические, электромагнитные и механические.
Вибропрессовая машина с поршневым прессующим механизмом модели 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2…0,4 МПа, используются в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (см. рис. 5), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.
Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 7 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.
В вибропрессовых машинах цилиндр вибратора обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение в ходе его работы.
Домик из спичек
Форму для ее отливки готовят в двух ящиках-опоках, сделанных из хорошо просушенной древесины березы, сосны, бука. Деревянные опоки — это рамы, собранные на шурупах и клее (см. рис. 1 А, В). С двух противоположных сторон каждой рамы укрепляют горизонтальные планки, которые называются выступами, или приливами (рис. 1 Г). В приливах сверлят два отверстия и забивают в них металлические трубки (рис. 1 Д). Чтобы трубки не выпадали, их торцы слегка проковывают. Из толстой проволоки сгибают штыри или соединяют верхнюю и нижнюю опоки (рис. 1 Б, Е). В работе вам потребуются совок, сито, трамбовка, иглы, подъемы, ланцеты, мешочки с так называемым припылом, гладилки, кисти (рис. 2 А-И). Совком засыпают в опоки формовочную смесь, а через сито ее просеивают. Величина ячеек сита — от 1 до 1,5 мм. Для уплотнения формовочной смеси наиболее удобна трамбовка с двумя рабочими частями — цилиндрической и клиновидной (рис. 2В). Иглы (рис. 2Г) служат для прокалывания в песчаной форме каналов, в которые входят газы, образующиеся при заливке металла. Иглы изготавливают из стальных прутков, заточенных на конус. Мешочком с порошком-припылом (рис. 2Ж) припудривают поверхность модели перед формовкой, а также готовую форму перед сборкой и отливкой. Благодаря этому к ней не прилипает формовочная смесь. Кроме того, припудренную модель легко извлекать из готовой формы.
В качестве припыла применяют измельченный древесный уголь, цемент, тальк, графит, а для тонкого фасонного литья — ликоподий (споры болотного растения плауна). Мешочек для порошка делают из марли или другой редкой ткани. Очищают модель от лишнего припыла кистью из перьев (рис. 2И). Подъемы (рис. 2Д) — тонкие стержни, один конец которых согнут в виде кольца, а другой заострен — служат для извлечения модели из формы. На рабочей части крупного подъема нарезают резьбу. Всевозможные повреждения на форме устраняют гладилками, изготовленными из стали или латуни (рис. 2З). Рабочие поверхности гладилок тщательно полируют. Для подрезания формовочной смеси, например при изготовлении литниковой воронки, применяют стальные и латунные ланцеты (рис. 2Е).
Основой для литейной формы служит модель, выполненная в натуральную величину из гипса, дерева, металла, пластмассы и других материалов. Деревянные модели изготавливают из сосны, бука, ольхи, березы. Древесина должна быть хорошо просушена.
Шкатулка, эскизы которой приведены на рисунке, состоит из двух частей — корпуса и крышки.
Чтобы крышку и корпус можно было легко извлечь из формы, их боковые стенки делают с некоторым уклоном. Соединительные петли составляют со стенками единое целое. Шкатулку отливают по частям — для крышки и корпуса делают отдельные формы. Боковые стороны крышки соединяют сена ус» тонкими гвоздями и клеем. На верхнюю сторону крышки переводят через копировальную бумагу нарисованный по клеточкам контур рельефа, который затем вырезают ножом-косяком, полукруглыми и прямыми стамесками. Законченный рельеф шлифуют мелкозернистой шкуркой. Верхнюю и боковые стенки соединяют друг с другом штырями. Так как модель крышки — разъемная, обе ее части должны легко разъединяться без значительных усилий. Разъемную модель крышки окрашивают нитролаком, эмалью или масляной краской. В литейном деле принято в красный цвет окрашивать модели для чугунных отливок, в серый — для стальных, а в желтый — для цветных металлов. Потому оговоримся: несмотря на то, что на нашем рисунке модель шкатулки окрашена в красный цвет, отливать ее можно из любых доступных легкоплавких металлов. Одновременно с крышкой в той же последовательности изготавливают разъемную модель корпуса коробки.
Она состоит из кварцевого песка, в который добавлено 8—12% чуть влажной глины. Песок предварительно промывают, просушивают, а затем просеивают через сито. Глину отмучивают, то есть заливают большим количеством воды и размешивают деревянной мутовкой до образования однородной глинистой жижи. Когда раствор отстоится, песчинки и мелкие камешки опустятся на дно, а щепки, травинки и другие легкие предметы всплывут. Осветленную воду осторожно сливают и ковшом вычерпывают жидкую глину, которую потом помещают в широкую посудину. Сушат глину в теплом сухом месте или на солнце. Потом ее измельчают в порошок, просеивают и высыпают в ящик, коробку или целлофановый пакет.
Чтобы приготовить формовочную смесь 9 частей песка смешивают с 1 частью глиняного порошка, тщательно перемешивают и добавляют примерно 0,5 части воды. Раствор перемешивают до тех пор, пока он не станет однородным. Оптимальную влажность формовочной смеси можно определить так. Берут щепотку смеси, скатывают из нее шарик, а потом подбрасывают вверх. Материал считается пригодным к работе, если шарик не рассыплется или не расплющится при падении. Рассыпавшийся шарик указывает на то, что формовочная смесь недостаточно увлажнена, а расплющенный — на избыток влаги. В первом случае в смесь добавляют чуть-чуть воды, а во втором — сухую песчано-глинистую смесь.
На ровный и гладкий деревянный щит, называемый подмодельной доской, кладут одну из двух частей разъемной модели. В данном случае это будет верхняя сторона крышки. Ее укладывают рельефом вверх. Рядом располагают прямоугольный деревянный брусок — так называемый питатель (рис. 1). Следом за ними устанавливают опоку приливами вниз и при-пыливают поверхности детали и питателя, например, порошком древесного угля (рис. 2). Затем наносят слой облицовочной формовочной смеси, то есть более тщательно просеянной, мелкой и однородной. От нее зависит чистота поверхностей отливки (рис. 3). Постепенно слой за слоем всыпают в опоку наполнительную смесь, постоянно утрамбовывая ее, вначале клиновидным концом трамбовки, а затем плоским (рис. 4). Утрамбовывать надо с таким расчетом, чтобы она была не рыхлой, но и не слишком плотной. В первом случае в формовочной смеси могут образоваться пустоты, которые потом заполнятся металлом и исказят форму отливки; во втором — чрезмерное уплотнение помешает выходу газов при заливке металла.
Заполнив опоку доверху, деревянной или металлической линейкой снимают лишнюю формовочную смесь (рис. 5).
В готовой полуформе на равном расстоянии друг от друга иглами делают вентиляционные каналы. Форму прокалывают с таким расчетом, чтобы вентиляционные каналы не касались модели (рис. 6). В противном случае металл попадает в каналы, нарушая чистоту поверхности отливки.
Далее опоку переворачивают так, чтобы приливы с ушками оказывались сверху (рис. 7). Плоские участки формовочной смеси (поверхности разъема) посыпают сухим песком. Он разделяет две полуформы, не давая формовочной массе слипаться. Песок, попавший на модель, сметают кисточкой из перьев. Сверху устанавливают вторую часть модели, так, чтобы штыри, находящиеся на ней, свободно вошли в глухие отверстия, заранее просверленные в первой детали (рис. 8). На конце питателя устанавливают шлакоуловитель со стояком, а в самой высокой точке модели — так называемый выпор. Стояк — это деревянный усеченный конус, опирающийся на шлакоуловитель — призму с трапецеидальным сечением. Установив сверху вторую опоку и соединив ее с нижней штырями, покрывают модель и литниковую систему тонким слоем припыла и заполняют верхнюю опоку формовочной смесью (рис. 9). Лишнюю формовочную смесь удаляют линейкой (рис. 10). В верхней части формы накалывают вентиляционные отверстия и вырезают литниковую воронку (рис. 11). Вынув из гнезд соединительные штыри, убирают из формы и стояк. Затем осторожно снимают верхнюю полуформу и кладут рядом с нижней. С помощью подъемов извлекают из полуформ модель и литниковую систему (рис. 12).
Раскрытую форму тщательно осматривают, исправляя поврежденные места гладилками и ланцетами. Убедившись, что дефектов нет, внутренние поверхности формы припудривают толченым древесным углем. Затем полуформы накладывают одну на другую, соединяют штырями и устанавливают на постель, состоящую из слоя формовочной смеси (рис. 13). Сверху кладут планки и груз.
Металл или его сплавы, заливаемые в песчаную форму, должны иметь хорошие литейные свойства и прежде всего высокую текучесть. Чтобы это свойство полнее проявлялось, заливаемый расплав должен иметь температуру на 100—150 градусов выше точки его плавления. Свинец плавится при температуре 327 градсов, но температура заливаемого в форму расплава должна быть примерно 500 градусов. Температура плавления олова 232 градусов, оловянный расплав должен иметь температуру 400 градусов. Точка плавления цинка 419 градусов, а температура расплава — 600 градусов. Температура плавления алюминия 660 градусов, а расплав должен иметь температуру 750—800 градусов.
Цинк — один из самых доступных легкоплавких металлов, который обладает высокими литейными свойствами. Запастись цинком можно постепенно. Прежде чем выбросить батарейки для карманного фонаря или радиоприемника, надо извлечь из них и переплавить цинковые стаканчики. Так постепенно у вас соберется нужное количество.
Цинк, олово, свинец легко плавятся в обычной консервной банке на любом огне. Свинец плавят на открытом воздухе или в помещении, оборудованном вытяжным шкафом. Алюминий плавят в глиняных тиглях, помещая их в муфельную печь. В ней можно плавить и бронзу, содержащую 25% олова. Перед загрузкой металла в тигли их стенки и дно припорашивают бурой. О том, как сделать своими руками простейшие муфельные печи, мы уже рассказывали.
Расплав вливают в форму через воронку литника (рис. 13). Заполнив доверху воронку и выпор, металлу дают затвердеть и остыть в течение 20—30 минут. Затем опоки разъединяют и выбивают отливку. Формовочную массу убирают в отдельный ящик для повторного использования при формовке корпуса шкатулки (рис. 14).
У выбитой из формы отливки отпиливают или обрубают зубилом литниковые образования и напильниками стачивают наплывы. Металлической щеткой снимают с отливки пригоревшую формовочную смесь. По сравнению с моделью отливка всегда получается менее четкой, поэтому ее обрабатывают специальными чеканами. Мелким отливкам придают четкость с помощью зубильцев и резцов (рис. 15). В той же последовательности отливают, а затем отделывают нижнюю часть шкатулки — корпус. Готовую шкатулку покрывают защитным декоративным слоем.
Мы рассказали об изготовлении шкатулки, но эта технология годится и для отливки деталей модели, например, якоря, показанного на рисунке.
Источник https://habr.com/ru/company/top3dshop/blog/427709/
Источник https://dipaul.ru/news/tekhnologiya_proizvodstva_liteynykh_form/
Источник https://toolstver.ru/teh-info/formovochnaya-smes-dlya-litya-2.html

